Product Description
Centrifugal Vacuum Pump Portable Rotary Industrial Mini Vane Diaphragm Best Suppliers Positive Displacement Best Suppliers DC AC Vacuum Pumps
Now also in centrifugal due to high rpm as it is directly coupled to motor the pump creates partial vacuum which means the liquid will flow through vacuum hence the liquid will be recieved at the centrifugal pumps suction and as the impeller rotates the fluid will be displaced away CHINAMFG with a particular energy.
A vacuum pump has the inlet hooked up to 1 or both valve covers, sometimes the valley pan. It SUCKS the air from the engine, thus reducing the air pressure build up created by blow due to combustion gases going past the piston rings into the pan.
Application of Vacuum Pump
Vacuum pumps are used in a wide variety of applications, including:
- Industrial: Vacuum pumps are used in a variety of industrial applications, such as:
- Metalworking: Vacuum pumps are used to remove air and other contaminants from the metalworking process, which helps to improve the quality of the finished product.
- Plastics: Vacuum pumps are used to remove air from the plastics molding process, which helps to improve the strength and durability of the finished product.
- Painting: Vacuum pumps are used to remove air from the painting process, which helps to create a more even and durable finish.
- Printing: Vacuum pumps are used to remove air from the printing process, which helps to improve the quality of the printed image.
- Scientific: Vacuum pumps are used in a variety of scientific applications, such as:
- Cryogenics: Vacuum pumps are used to create a vacuum environment, which is necessary for cryogenic research.
- Microscopy: Vacuum pumps are used to create a vacuum environment, which is necessary for microscopy.
- Space exploration: Vacuum pumps are used to create a vacuum environment, which is necessary for space exploration.
- Medical: Vacuum pumps are used in a variety of medical applications, such as:
- Surgery: Vacuum pumps are used to remove blood and other fluids from the surgical site, which helps to improve the patient’s recovery time.
- Ventilation: Vacuum pumps are used to ventilate operating rooms and other medical facilities, which helps to prevent the spread of infection.
- Laboratory: Vacuum pumps are used in laboratories to create a vacuum environment, which is necessary for a variety of scientific experiments.
- Other: Vacuum pumps are also used in a variety of other applications, such as:
- Food and beverage: Vacuum pumps are used to remove air from food and beverage products, which helps to extend their shelf life.
- Construction: Vacuum pumps are used to remove dust and debris from construction sites, which helps to improve the safety of the workers.
- Automotive: Vacuum pumps are used to remove air from the automotive braking system, which helps to improve the performance of the brakes.
Vacuum pumps are an essential tool in a wide variety of applications. They are used to remove air and other contaminants from a variety of environments, which helps to improve the quality, safety, and efficiency of the process.
company information
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Installation Guide 1-Year Warranty |
|---|---|
| Warranty: | Installation Guide 1-Year Warranty |
| Oil or Not: | Optional |
| Structure: | – |
| Exhauster Method: | – |
| Vacuum Degree: | – |
| Samples: |
US$ 999/Piece
1 Piece(Min.Order) | |
|---|

Can diaphragm vacuum pumps be integrated into existing laboratory setups and industrial processes?
Yes, diaphragm vacuum pumps can be integrated into existing laboratory setups and industrial processes. Here’s a detailed explanation:
Laboratory Setups: Diaphragm vacuum pumps are commonly used in laboratory environments for various applications, including filtration, aspiration, degassing, desiccation, and vacuum drying. They can be easily integrated into existing laboratory setups due to their compact size, versatility, and compatibility with a wide range of laboratory equipment.
Diaphragm vacuum pumps can connect to laboratory apparatus such as filtration systems, rotary evaporators, vacuum ovens, and vacuum desiccators. They often feature standard connections, such as hose barbs or quick-connect fittings, that allow for easy and secure attachment to different laboratory devices. In many cases, diaphragm vacuum pumps can directly replace other types of vacuum pumps without requiring significant modifications to the existing setup.
The ability to integrate diaphragm vacuum pumps into laboratory setups offers advantages such as:
– Oil-Free Operation: Diaphragm pumps do not require oil lubrication, eliminating the risk of oil contamination in the laboratory setup and reducing maintenance requirements.
– Quiet Operation: Diaphragm pumps are known for their relatively quiet operation, making them suitable for laboratory environments where noise reduction is desirable.
– Chemical Compatibility: Diaphragm pumps are available in models constructed with chemically resistant materials, allowing them to handle a wide range of solvents, gases, and vapors encountered in laboratory processes.
Industrial Processes: Diaphragm vacuum pumps can also be integrated into various industrial processes. They find applications in industries such as pharmaceuticals, food and beverage, electronics, automotive, and materials processing.
In industrial settings, diaphragm vacuum pumps can be used for tasks such as vacuum packaging, degassing, solvent recovery, pneumatic conveying, and vacuum drying. They can be incorporated into existing process lines and equipment, providing the necessary vacuum levels and performance required for the specific application.
Diaphragm vacuum pumps offer advantages in industrial processes, including:
– Reliable Performance: Diaphragm pumps are known for their reliable operation, providing consistent vacuum levels and performance over time.
– Energy Efficiency: Diaphragm pumps can be designed to be energy-efficient, contributing to cost savings and sustainability in industrial operations.
– Low Maintenance: Diaphragm pumps generally have low maintenance requirements compared to other types of vacuum pumps, reducing downtime and operating costs.
When integrating diaphragm vacuum pumps into laboratory or industrial setups, it’s important to consider factors such as the required vacuum level, flow rate, compatibility with existing equipment, and any specific environmental or safety considerations. Additionally, consulting the manufacturer’s guidelines and seeking expert advice can ensure proper integration and optimal performance.
In summary, diaphragm vacuum pumps can be easily integrated into existing laboratory setups and industrial processes. Their compact size, versatility, oil-free operation, chemical compatibility, and reliable performance make them suitable for a wide range of applications. Whether in laboratory or industrial settings, diaphragm vacuum pumps offer advantages such as quiet operation, energy efficiency, and low maintenance requirements.

How do diaphragm vacuum pumps handle condensable vapors and liquids?
Diaphragm vacuum pumps have certain mechanisms in place to handle condensable vapors and liquids encountered during operation. Here’s a detailed explanation:
When diaphragm vacuum pumps encounter condensable vapors or liquids, the following methods are typically employed to handle them:
– Condensate Traps: Diaphragm vacuum pumps often incorporate condensate traps in their design. These traps are positioned in the vacuum line and are specifically designed to capture and collect condensable vapors and liquids. The traps typically consist of a cooled surface or a series of baffles that cause the condensable substances to condense and collect in a separate reservoir, preventing them from entering the pump.
– Chemical Resistance: Diaphragm pumps are often constructed using materials that are resistant to the corrosive effects of condensable vapors and liquids. Materials such as PTFE (polytetrafluoroethylene) or other chemically resistant polymers are commonly used in the construction of diaphragm pumps to ensure compatibility with various liquids and vapors encountered in different applications.
– Separation and Filtration: In some cases, diaphragm vacuum pumps may incorporate separation and filtration mechanisms to handle condensable substances. These mechanisms can include filters or coalescing elements that help to separate the liquid or vapor from the gas stream, allowing the gas to be pumped while preventing the liquid or vapor from entering the pump.
It’s important to note that while diaphragm vacuum pumps can handle condensable vapors and liquids to a certain extent, there are limitations. If the amount of condensable substances is excessive or if the pump is not specifically designed to handle certain types of condensates, it may lead to pump performance issues or damage. In such cases, it may be necessary to implement additional vapor traps, cold traps, or other specialized equipment to effectively manage the condensable substances.
In summary, diaphragm vacuum pumps handle condensable vapors and liquids through the use of condensate traps, chemical-resistant materials, and separation/filtration mechanisms. These features help prevent the condensable substances from entering the pump and ensure reliable and efficient operation.

Can diaphragm vacuum pumps handle both corrosive and non-corrosive gases?
Diaphragm vacuum pumps have the capability to handle both corrosive and non-corrosive gases, depending on their design and construction. Here’s a detailed explanation:
Diaphragm pumps are often designed with materials that offer excellent chemical resistance. The wetted parts of the pump, including the diaphragm, valves, and other components that come into contact with the pumped gas, are typically made of chemically resistant materials such as rubber or elastomer. This allows diaphragm vacuum pumps to handle corrosive gases without degradation or contamination.
When used with corrosive gases, it’s essential to ensure that the diaphragm pump is specifically designed and constructed for compatibility with those gases. Different types of diaphragm materials may be available to accommodate various corrosive gases, such as fluorocarbon-based diaphragms for highly aggressive chemicals.
Furthermore, diaphragm pumps can also handle non-corrosive gases effectively. The same chemical resistance that allows them to handle corrosive gases also makes them suitable for non-corrosive gases. Whether it’s vacuum filtration, vacuum drying, degassing, or other applications involving non-corrosive gases, diaphragm pumps can provide reliable and efficient vacuum generation.
It’s important to note that while diaphragm vacuum pumps can handle a wide range of gases, there may be limitations in terms of compatibility with extremely aggressive chemicals or gases at high temperatures or pressures. In such cases, it’s crucial to consult the pump manufacturer’s specifications and guidelines to ensure that the pump is suitable for the specific gas or application.
Overall, diaphragm vacuum pumps offer the advantage of handling both corrosive and non-corrosive gases, making them versatile for various laboratory and industrial applications that involve different types of gases.


editor by Dream 2024-05-03
China Best Sales Gas-Cooling Roots Pump Portable Rotary Industrial Mini Vane Diaphragm Best Suppliers Centrifugal Best Suppliers All-Gas-Cooled Vacuum System DC AC Vacuum Pumps vacuum pump distributors
Product Description
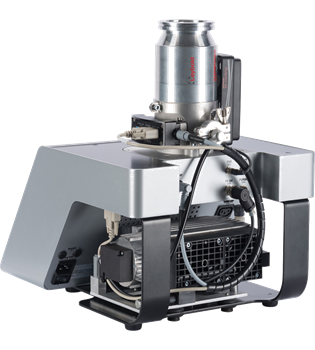
Gas-Cooling Roots Pump Portable Rotary Industrial Mini Vane Diaphragm Best Suppliers Centrifugal Best Suppliers All-Gas-Cooled Vacuum System DC AC Vacuum Pumps
During decarburization processes the vacuum system needs to operate long time in a rough pressure range. An efficient gas-cooling is necessary as the extracted hot gases would otherwise overheat the filter and vacuum system.
With the development of technology and the improvement of product quality in aerospace, electric power, iron and steel processing, pharmaceutical and chemical industries, these industries need to obtain a certain vacuum environment. At the same time, the vacuum system used by these industries is continuously increasing, and the vacuum degree is continuously increasing. Moreover, the state’s environmental protection, energy saving and 3 wastes discharge to the above-mentioned industries, etc. The requirements are more stringent. At present, the existing dry vacuum pumps on the market, such as screw vacuum pumps and claw vacuum pumps, are unable to meet the requirements of oil-free large pumping speed clean vacuum environment proposed by these industries due to the restrictions of pumping speed characteristics and structural mechanism.
In view of the shortcomings of the existing technology, the technical problem to be solved by the utility model is to provide an all-gas-cooled vacuum system to satisfy the use in a clean vacuum environment with large oil-free pumping speed.
company information
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Installation Guide 1-Year Warranty |
|---|---|
| Warranty: | Installation Guide 1-Year Warranty |
| Oil or Not: | Optional |
| Structure: | – |
| Exhauster Method: | – |
| Vacuum Degree: | – |
| Samples: |
US$ 999/Piece
1 Piece(Min.Order) | |
|---|
Are diaphragm vacuum pumps environmentally friendly and compliant with regulations?
Diaphragm vacuum pumps are generally considered to be environmentally friendly and compliant with regulations. Here’s a detailed explanation:
Environmental Friendliness: Diaphragm vacuum pumps offer several features that contribute to their environmental friendliness:
– No Oil Lubrication: Diaphragm pumps operate without the need for oil lubrication, which eliminates the risk of oil contamination in the vacuum system. This is particularly important in applications where oil vapor contamination could affect product quality or pose environmental hazards. The absence of oil lubrication also reduces the need for oil changes and disposal, resulting in lower environmental impact.
– Low Noise Emission: Diaphragm pumps are known for their relatively quiet operation compared to other types of vacuum pumps. The reduced noise emission makes them more environmentally friendly, particularly in settings where noise pollution needs to be minimized.
– Energy Efficiency: Diaphragm vacuum pumps can be designed to be energy-efficient, consuming less electrical power compared to other vacuum pump types. Reduced energy consumption not only contributes to cost savings but also helps reduce the overall environmental impact associated with energy usage.
– Chemical Compatibility: Diaphragm pumps are available in models constructed with chemically resistant materials. This allows them to handle corrosive gases or chemical vapors without degradation or release of harmful substances, further ensuring environmental compatibility.
Regulatory Compliance: Diaphragm vacuum pumps are designed and manufactured to meet regulatory standards and requirements. They are commonly used in various industries and applications where compliance with environmental and safety regulations is crucial. Some specific regulations that diaphragm vacuum pumps may comply with include:
– Restriction of Hazardous Substances (RoHS): Diaphragm pumps are often manufactured to comply with RoHS directives, which restrict the use of hazardous substances such as lead, mercury, cadmium, and certain flame retardants in electrical and electronic equipment.
– CE Marking: Diaphragm pumps intended for sale within the European Economic Area (EEA) are required to bear the CE marking, indicating compliance with relevant European Union (EU) directives related to health, safety, and environmental protection.
– International Electrotechnical Commission (IEC) Standards: Diaphragm vacuum pumps may adhere to specific IEC standards that ensure their safety, performance, and environmental compatibility.
It’s important to note that while diaphragm vacuum pumps are generally considered environmentally friendly and compliant with regulations, it’s essential to select pumps from reputable manufacturers and suppliers. This ensures that the pumps meet the necessary standards and certifications applicable to a specific industry or application.
In summary, diaphragm vacuum pumps are environmentally friendly due to their oil-free operation, low noise emission, energy efficiency, and chemical compatibility. They are designed and manufactured to comply with regulatory standards and requirements, such as RoHS directives, CE marking, and IEC standards. When choosing diaphragm vacuum pumps, it’s advisable to verify that they come from reliable sources and meet the necessary certifications for your specific application to ensure environmental compatibility and regulatory compliance.

Are there variations in diaphragm vacuum pump designs, and how do they affect performance?
Yes, there are variations in diaphragm vacuum pump designs, and these variations can affect the performance of the pumps. Here’s a detailed explanation:
Diaphragm vacuum pumps are available in different designs and configurations to meet specific application requirements. The design variations can impact several aspects of the pump’s performance, including:
– Pump Construction: Diaphragm vacuum pumps can have single or multiple diaphragms. Single diaphragm pumps typically offer a compact and lightweight design, making them suitable for portable applications. Multiple diaphragm pumps, on the other hand, provide higher flow rates and enhanced performance for applications that require greater pumping capacity.
– Materials of Construction: Diaphragm pumps can be constructed using various materials, including metals, plastics, and elastomers. The choice of materials affects the pump’s chemical compatibility, resistance to corrosion or abrasion, and overall durability. Selecting the appropriate materials is crucial to ensure reliable pump performance in specific operating conditions.
– Valve Design: The valves in diaphragm vacuum pumps play a critical role in controlling the direction of air flow and maintaining efficient pumping. Variations in valve design, such as the type of valves used (e.g., flapper valves, reed valves) and their configuration, can impact the pump’s suction capacity, vacuum level, and overall efficiency.
– Sealing Mechanisms: Diaphragm pumps employ various sealing mechanisms to ensure airtight operation and prevent air leakage. The sealing mechanisms can differ in terms of design, materials used, and effectiveness. Well-designed sealing mechanisms are necessary to maintain a consistent vacuum level and prevent loss of suction during operation.
– Control Features: Advanced diaphragm vacuum pumps may incorporate control features such as variable speed drives, pressure sensors, or automated systems for monitoring and adjusting pump performance. These control features can improve the pump’s efficiency, optimize energy consumption, and provide greater control over vacuum levels and flow rates.
The specific design variations in diaphragm vacuum pumps are often tailored to meet different application requirements, such as laboratory research, medical devices, or industrial processes. Therefore, it’s essential to consider the intended application and select a pump design that aligns with the desired performance parameters.
In summary, diaphragm vacuum pumps come in various designs and configurations that can impact their performance. Factors such as pump construction, materials of construction, valve design, sealing mechanisms, and control features all contribute to the overall efficiency, reliability, and suitability of the pump for specific applications.

What are the advantages of using diaphragm vacuum pumps in various applications?
Diaphragm vacuum pumps offer several advantages that make them well-suited for various applications. Here’s a detailed explanation of the advantages:
1. Oil-Free and Contamination-Free Operation:
Diaphragm vacuum pumps are designed to be oil-free, meaning they do not require lubricating oil for operation. This eliminates the risk of oil contamination in the pumped gas or vapor, making them ideal for applications that require clean and uncontaminated vacuum conditions. Industries such as laboratory research, medical and healthcare, and semiconductor manufacturing benefit from the oil-free operation of diaphragm pumps.
2. Chemical Resistance:
Diaphragm pumps are typically constructed with materials that offer excellent chemical resistance. The diaphragm, valves, and other wetted parts are often made of chemically resistant materials such as rubber or elastomer. This allows diaphragm vacuum pumps to handle corrosive or reactive gases without degradation or contamination, making them suitable for applications in chemical processing, environmental monitoring, and analytical laboratories.
3. Gentle and Pulsation-Free Operation:
Diaphragm pumps provide a gentle pumping action that is free from pulsations. This characteristic is particularly advantageous in applications that require precise control or sensitive handling of gases or delicate samples. Examples include vacuum filtration, vacuum drying, degassing processes, and laboratory applications where consistent and smooth vacuum conditions are necessary.
4. Quiet Operation:
Diaphragm vacuum pumps are known for their quiet operation compared to other types of pumps. The reduced noise level contributes to a more comfortable working environment, making them suitable for applications where noise pollution needs to be minimized, such as laboratories, medical facilities, and research institutions.
5. Self-Priming Capability:
Diaphragm pumps are generally self-priming, meaning they can start and maintain their pumping action without the need for external priming or additional equipment. This makes them easy to use and convenient, especially in applications where frequent start-stop cycles or intermittent operation is required.
6. Compact and Portable:
Diaphragm vacuum pumps are often compact and lightweight, making them easy to install, move, or transport. Their compact size allows for flexible integration into existing systems or placement in confined spaces. The portability of diaphragm pumps is advantageous in applications that require mobility or where multiple pumping stations are needed in different locations.
7. Versatile Applications:
Diaphragm vacuum pumps find applications in a wide range of industries and fields. Some common applications include:
– Laboratory research and analysis
– Medical and healthcare
– Environmental monitoring and analysis
– Vacuum filtration
– Vacuum drying and degassing
– Automotive and manufacturing processes
– Semiconductor and electronics manufacturing
It’s important to note that the specific advantages of using diaphragm vacuum pumps can vary depending on the pump design, model, and application requirements. Manufacturers provide detailed specifications and guidelines that highlight the advantages and limitations of their diaphragm pumps for specific applications.
editor by Dream 2024-04-29
China Standard Roots Vacuum Pump Rotary Portable Industrial Mini Vane Scroll Reciprocating Diaphragm Centrifugal Positive Displacement Best Suppliers DC AC Vacuum Pump with high quality
Product Description
Roots Vacuum Pump Rotary Portable Industrial Mini Vane Scroll Reciprocating Diaphragm Centrifugal Positive Displacement Best Suppliers DC AC Vacuum Pump
Roots vacuum pump
For many years now Roots vacuum pumps have been well established in the area of vacuum technology. In combination with backing pumps, which compress against the atmosphere, these pumps offer lots of advantages.
Features:
The main advantage of roots vacuum pump is a high pumping speed at the lower inlet pressure with high ultimate vacuum. Since the pump running parts have no contact, such as rotors and the end cover, so the pump performance is stable and long service time. low maintenance cost
Applications:
They’re widely used in vacuum smelting, vacuum welding, vacuum casting, vacuum coating, vacuum drying, vacuum dynamic experiment and chemical pharmaceutical, electric vacuum device manufacturing industries.
In view of the chemical, pharmaceutical and other industries require huge vapor degassing capablity. the sealing structure of roots vacuum pump chamber and the bearing chamber has improved, which greatly reducing the bearing cavity and gear cavity oil emulsification. Thus, roots vacuum pump is more suitable for pumping large quantities of water vapor and solvent with water ring vacuum pump.
company information
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Installation Guide 1-Year Warranty |
|---|---|
| Warranty: | Installation Guide 1-Year Warranty |
| Oil or Not: | Optional |
| Inlet Diam. (mm): | 100/200mm |
| Motor Power (Kw): | 4/7.5 Kw |
| Ultimate Pressure (PA): | 0.05 |
| Samples: |
US$ 999/Piece
1 Piece(Min.Order) | |
|---|
Can diaphragm vacuum pumps be integrated into existing laboratory setups and industrial processes?
Yes, diaphragm vacuum pumps can be integrated into existing laboratory setups and industrial processes. Here’s a detailed explanation:
Laboratory Setups: Diaphragm vacuum pumps are commonly used in laboratory environments for various applications, including filtration, aspiration, degassing, desiccation, and vacuum drying. They can be easily integrated into existing laboratory setups due to their compact size, versatility, and compatibility with a wide range of laboratory equipment.
Diaphragm vacuum pumps can connect to laboratory apparatus such as filtration systems, rotary evaporators, vacuum ovens, and vacuum desiccators. They often feature standard connections, such as hose barbs or quick-connect fittings, that allow for easy and secure attachment to different laboratory devices. In many cases, diaphragm vacuum pumps can directly replace other types of vacuum pumps without requiring significant modifications to the existing setup.
The ability to integrate diaphragm vacuum pumps into laboratory setups offers advantages such as:
– Oil-Free Operation: Diaphragm pumps do not require oil lubrication, eliminating the risk of oil contamination in the laboratory setup and reducing maintenance requirements.
– Quiet Operation: Diaphragm pumps are known for their relatively quiet operation, making them suitable for laboratory environments where noise reduction is desirable.
– Chemical Compatibility: Diaphragm pumps are available in models constructed with chemically resistant materials, allowing them to handle a wide range of solvents, gases, and vapors encountered in laboratory processes.
Industrial Processes: Diaphragm vacuum pumps can also be integrated into various industrial processes. They find applications in industries such as pharmaceuticals, food and beverage, electronics, automotive, and materials processing.
In industrial settings, diaphragm vacuum pumps can be used for tasks such as vacuum packaging, degassing, solvent recovery, pneumatic conveying, and vacuum drying. They can be incorporated into existing process lines and equipment, providing the necessary vacuum levels and performance required for the specific application.
Diaphragm vacuum pumps offer advantages in industrial processes, including:
– Reliable Performance: Diaphragm pumps are known for their reliable operation, providing consistent vacuum levels and performance over time.
– Energy Efficiency: Diaphragm pumps can be designed to be energy-efficient, contributing to cost savings and sustainability in industrial operations.
– Low Maintenance: Diaphragm pumps generally have low maintenance requirements compared to other types of vacuum pumps, reducing downtime and operating costs.
When integrating diaphragm vacuum pumps into laboratory or industrial setups, it’s important to consider factors such as the required vacuum level, flow rate, compatibility with existing equipment, and any specific environmental or safety considerations. Additionally, consulting the manufacturer’s guidelines and seeking expert advice can ensure proper integration and optimal performance.
In summary, diaphragm vacuum pumps can be easily integrated into existing laboratory setups and industrial processes. Their compact size, versatility, oil-free operation, chemical compatibility, and reliable performance make them suitable for a wide range of applications. Whether in laboratory or industrial settings, diaphragm vacuum pumps offer advantages such as quiet operation, energy efficiency, and low maintenance requirements.
What is the ultimate vacuum level that diaphragm vacuum pumps can achieve?
Diaphragm vacuum pumps are capable of achieving moderate vacuum levels, but their ultimate vacuum level is limited compared to certain high-performance vacuum pumps. Here’s a detailed explanation:
Typically, diaphragm vacuum pumps can achieve vacuum levels up to about 1 torr or 1 mbar. This level of vacuum is suitable for applications that require low to medium vacuum conditions.
Diaphragm pumps operate based on the reciprocating motion of a flexible diaphragm, which creates the pumping action. However, due to the nature of their design, diaphragm pumps may encounter limitations in achieving extremely high vacuum levels. The diaphragm’s mechanical motion and the presence of clearance gaps in the valves and other internal components can restrict the pump’s ability to reach ultra-high vacuum ranges.
In contrast, other types of vacuum pumps, such as rotary vane pumps or turbo molecular pumps, are specifically designed to achieve much higher vacuum levels. Rotary vane pumps can typically achieve vacuum levels in the range of 10^-3 to 10^-4 torr, while turbo molecular pumps can extend into the ultra-high vacuum range of 10^-9 to 10^-10 torr.
It’s important to consider the specific vacuum level requirements of the application when choosing a vacuum pump. While diaphragm vacuum pumps may have limitations in terms of ultimate vacuum level, they offer other advantages such as oil-free operation, chemical resistance, and cost-effectiveness, making them suitable for a wide range of applications that do not require extreme vacuum levels.

What are the typical applications of diaphragm vacuum pumps in laboratories and industries?
Diaphragm vacuum pumps find widespread use in laboratories and various industries due to their versatile capabilities. Here’s a detailed explanation of the typical applications of diaphragm vacuum pumps in laboratories and industries:
In Laboratories:
– Laboratory Research and Analysis: Diaphragm vacuum pumps are extensively used in laboratories for various research and analytical applications. They provide vacuum conditions necessary for techniques such as filtration, degassing, rotary evaporation, centrifugation, and vacuum ovens. Diaphragm pumps are also used in analytical instruments like gas chromatographs, mass spectrometers, and vacuum-based sample preparation systems.
– Medical and Healthcare: Diaphragm pumps are employed in medical and healthcare settings for applications such as vacuum filtration in microbiology, vacuum aspiration in clinical laboratories, vacuum sealing of sterilized containers, and vacuum drying in medical device manufacturing. They are also used in dental clinics for suction and aspiration procedures.
– Environmental Monitoring and Analysis: Diaphragm vacuum pumps play a crucial role in environmental monitoring and analysis. They are used for air sampling, gas collection, and monitoring of pollutants in ambient air or emission sources. Diaphragm pumps are utilized in environmental testing laboratories for sample preparation and analysis, such as water and soil testing.
In Industries:
– Vacuum Filtration: Diaphragm vacuum pumps are commonly used in industries for filtration processes. They create a vacuum to draw liquids through a filter medium, separating solids from the liquid. This technique is widely employed in industries such as pharmaceuticals, biotechnology, food and beverage, and chemical processing.
– Vacuum Drying and Degassing: Diaphragm pumps facilitate vacuum drying and degassing processes in industries. They help remove moisture or volatile substances from materials or products under vacuum conditions. This is crucial in industries like electronics manufacturing, automotive, aerospace, and materials science.
– Automotive and Manufacturing Processes: Diaphragm vacuum pumps find applications in automotive and manufacturing processes. They are used for vacuum-assisted molding, vacuum lifting and handling of objects, vacuum packaging, and vacuum-based testing or leak detection in components and systems.
– Semiconductor and Electronics Manufacturing: Diaphragm pumps are extensively utilized in the semiconductor and electronics industry. They provide vacuum conditions for processes such as wafer handling, thin film deposition, etching, and packaging. Diaphragm pumps are preferred due to their oil-free operation, which prevents contamination of sensitive electronic components.
These are some of the typical applications of diaphragm vacuum pumps in laboratories and industries. The versatility, oil-free operation, chemical resistance, and compact design of diaphragm pumps make them suitable for a wide range of applications, contributing to their popularity across various sectors.
editor by Dream 2024-04-25
China Best Sales Reciprocating Vacuum Pump Portable Rotary Industrial Mini Vane Diaphragm Best Suppliers Centrifugal Positive Displacement Best Suppliers DC AC Vacuum Pumps vacuum pump brakes
Product Description
Reciprocating Vacuum Pump Portable Rotary Industrial Mini Vane Diaphragm Best Suppliers Centrifugal Positive Displacement Best Suppliers DC AC Vacuum Pumps
Engineered for compactness, economy and dependability, our vacuum pumps are the number 1 choice for demanding applications, providing top operating efficiency combined with low maintenance.
Features Long-Life: Durable cast iron frame and cylinder construction Superior Pump Efficiency: Separately cast cylinders with deep radial fins for improved cooling and efficiency Easy to Service: Accessible stainless steel valve and 1 piece connecting rod simplifies maintenance and service Advanced Safety Features: Standard low oil-level switch to provide constant protection of the compressor Reliable Operation: All Season Select synthetic lubricant increases efficiency; with 2,000 hours of service between changeouts, it performs 4 times longer than petroleum-based lubricant Two-Year Warranty Available: Purchase an All-Season Select lubricant start-up kit, and receive all the parts you need for start-up and the first year of maintenance, along with an extended pump warranty
Application of Vacuum Pump
Vacuum pumps are used in a wide variety of applications, including:
- Industrial: Vacuum pumps are used in a variety of industrial applications, such as:
- Metalworking: Vacuum pumps are used to remove air and other contaminants from the metalworking process, which helps to improve the quality of the finished product.
- Plastics: Vacuum pumps are used to remove air from the plastics molding process, which helps to improve the strength and durability of the finished product.
- Painting: Vacuum pumps are used to remove air from the painting process, which helps to create a more even and durable finish.
- Printing: Vacuum pumps are used to remove air from the printing process, which helps to improve the quality of the printed image.
- Scientific: Vacuum pumps are used in a variety of scientific applications, such as:
- Cryogenics: Vacuum pumps are used to create a vacuum environment, which is necessary for cryogenic research.
- Microscopy: Vacuum pumps are used to create a vacuum environment, which is necessary for microscopy.
- Space exploration: Vacuum pumps are used to create a vacuum environment, which is necessary for space exploration.
- Medical: Vacuum pumps are used in a variety of medical applications, such as:
- Surgery: Vacuum pumps are used to remove blood and other fluids from the surgical site, which helps to improve the patient’s recovery time.
- Ventilation: Vacuum pumps are used to ventilate operating rooms and other medical facilities, which helps to prevent the spread of infection.
- Laboratory: Vacuum pumps are used in laboratories to create a vacuum environment, which is necessary for a variety of scientific experiments.
- Other: Vacuum pumps are also used in a variety of other applications, such as:
- Food and beverage: Vacuum pumps are used to remove air from food and beverage products, which helps to extend their shelf life.
- Construction: Vacuum pumps are used to remove dust and debris from construction sites, which helps to improve the safety of the workers.
- Automotive: Vacuum pumps are used to remove air from the automotive braking system, which helps to improve the performance of the brakes.
Vacuum pumps are an essential tool in a wide variety of applications. They are used to remove air and other contaminants from a variety of environments, which helps to improve the quality, safety, and efficiency of the process.
company information
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Installation Guide 1-Year Warranty |
|---|---|
| Warranty: | Installation Guide 1-Year Warranty |
| Oil or Not: | Optional |
| Structure: | – |
| Exhauster Method: | – |
| Vacuum Degree: | – |
| Samples: |
US$ 999/Piece
1 Piece(Min.Order) | |
|---|
What is the energy consumption and efficiency of diaphragm vacuum pumps?
The energy consumption and efficiency of diaphragm vacuum pumps can vary depending on factors such as the pump design, operating conditions, and specific application requirements. Here’s a detailed explanation:
1. Energy Consumption: Diaphragm vacuum pumps generally have lower energy consumption compared to other types of vacuum pumps, such as rotary vane or oil-sealed pumps. This is primarily because diaphragm pumps operate without oil lubrication, which reduces friction and power requirements. The energy consumption of diaphragm pumps is typically measured in terms of electrical power input, expressed in watts (W) or kilowatts (kW).
The energy consumption of a diaphragm vacuum pump can be influenced by several factors, including:
– Pump Size and Capacity: Larger diaphragm pumps designed for higher flow rates or vacuum levels may consume more energy compared to smaller pumps with lower capacities. The power requirements increase as the pump has to move larger volumes of gas or create stronger vacuums.
– Operating Pressure: The energy consumption of a diaphragm pump can vary depending on the required operating pressure. Higher vacuum levels typically require more energy to be maintained due to increased resistance in evacuating the gas or air from the system.
– Process Conditions: The energy consumption of a diaphragm pump may be affected by process-specific factors, such as the presence of particulate matter or the need for continuous operation. These factors can influence the pump’s efficiency and overall power requirements.
2. Efficiency: The efficiency of a diaphragm vacuum pump refers to its ability to convert electrical power input into useful pumping work. It is typically expressed as a percentage and can be calculated by dividing the pump’s useful output power (in the form of vacuum or flow) by the electrical power input.
The efficiency of diaphragm vacuum pumps can be influenced by various factors:
– Pump Design: The design and construction of the diaphragm pump can impact its efficiency. Well-engineered pumps with optimized diaphragm materials and valve systems can achieve higher efficiencies by reducing internal losses and maximizing gas compression and evacuation.
– Motor Efficiency: The efficiency of the electric motor driving the diaphragm pump can affect the overall efficiency of the system. Higher motor efficiencies result in more effective power utilization and improved pump performance.
– System Optimization: Proper system design, including appropriate sizing, correct piping arrangements, and minimizing pressure losses or leaks, can contribute to improved overall efficiency. Optimizing the system configuration ensures that the pump operates under favorable conditions, maximizing its efficiency.
– Operating Conditions: The operating conditions, such as the required vacuum level or flow rate, can impact the efficiency of the diaphragm pump. Operating the pump within its specified range and avoiding excessive demands can help maintain higher efficiency levels.
It’s important to note that specific energy consumption and efficiency values can vary among different diaphragm vacuum pump models and manufacturers. When selecting a diaphragm pump for a particular application, it’s advisable to review the manufacturer’s specifications and performance data, including energy consumption and efficiency information, to make an informed decision.
In summary, diaphragm vacuum pumps generally have lower energy consumption compared to other vacuum pump types. The energy consumption and efficiency of diaphragm pumps can be influenced by factors such as pump size, operating pressure, process conditions, pump design, motor efficiency, system optimization, and operating conditions. Understanding the specific energy consumption and efficiency characteristics of a diaphragm vacuum pump is important for selecting the appropriate pump for a given application and optimizing energy usage.

Can diaphragm vacuum pumps be used in vacuum filtration setups?
Yes, diaphragm vacuum pumps are commonly used in vacuum filtration setups. Here’s a detailed explanation:
Vacuum filtration is a widely used technique in various fields, including laboratory research, pharmaceutical manufacturing, and industrial processes. It involves applying a vacuum to a filter apparatus to facilitate the separation of solids from liquids or gases.
Diaphragm vacuum pumps are well-suited for vacuum filtration setups due to the following reasons:
– Oil-Free Operation: Diaphragm pumps operate without the need for oil lubrication. This oil-free operation is particularly advantageous in vacuum filtration, as it eliminates the risk of oil contamination that could interfere with the filtration process or contaminate the filtrate.
– Chemical Compatibility: Diaphragm pumps are available in various chemically resistant materials such as PTFE (polytetrafluoroethylene) or other corrosion-resistant polymers. This allows them to handle a wide range of filtration applications involving different chemicals or solvents without the risk of material degradation.
– Adjustable Vacuum Levels: Diaphragm vacuum pumps offer adjustable vacuum levels, allowing users to control and optimize the filtration process. The vacuum level can be adjusted based on the specific filtration requirements, such as the nature of the filter medium, the volume of the sample, or the desired filtration rate.
– Compact and Portable: Diaphragm vacuum pumps are often compact and lightweight, making them suitable for benchtop or portable filtration setups. Their small footprint and ease of operation make them convenient for use in various laboratory or field applications.
When using diaphragm vacuum pumps in vacuum filtration setups, it’s important to consider the following factors:
– Flow Rate: Diaphragm pumps are available in different flow rate capacities. It’s essential to select a pump with an appropriate flow rate to ensure efficient filtration without excessive filtration time or clogging of the filter media.
– Compatibility with Filtration Apparatus: Diaphragm pumps should be compatible with the specific filtration apparatus being used, including the filter flask, filter holder, and associated tubing or connectors. Ensuring proper compatibility and airtight connections is crucial for achieving effective vacuum filtration.
In summary, diaphragm vacuum pumps are well-suited for vacuum filtration setups due to their oil-free operation, chemical compatibility, adjustable vacuum levels, and compact design. They offer reliable and efficient performance in a wide range of filtration applications, making them a popular choice in laboratories, pharmaceutical manufacturing, and industrial processes.
What are the advantages of using diaphragm vacuum pumps in various applications?
Diaphragm vacuum pumps offer several advantages that make them well-suited for various applications. Here’s a detailed explanation of the advantages:
1. Oil-Free and Contamination-Free Operation:
Diaphragm vacuum pumps are designed to be oil-free, meaning they do not require lubricating oil for operation. This eliminates the risk of oil contamination in the pumped gas or vapor, making them ideal for applications that require clean and uncontaminated vacuum conditions. Industries such as laboratory research, medical and healthcare, and semiconductor manufacturing benefit from the oil-free operation of diaphragm pumps.
2. Chemical Resistance:
Diaphragm pumps are typically constructed with materials that offer excellent chemical resistance. The diaphragm, valves, and other wetted parts are often made of chemically resistant materials such as rubber or elastomer. This allows diaphragm vacuum pumps to handle corrosive or reactive gases without degradation or contamination, making them suitable for applications in chemical processing, environmental monitoring, and analytical laboratories.
3. Gentle and Pulsation-Free Operation:
Diaphragm pumps provide a gentle pumping action that is free from pulsations. This characteristic is particularly advantageous in applications that require precise control or sensitive handling of gases or delicate samples. Examples include vacuum filtration, vacuum drying, degassing processes, and laboratory applications where consistent and smooth vacuum conditions are necessary.
4. Quiet Operation:
Diaphragm vacuum pumps are known for their quiet operation compared to other types of pumps. The reduced noise level contributes to a more comfortable working environment, making them suitable for applications where noise pollution needs to be minimized, such as laboratories, medical facilities, and research institutions.
5. Self-Priming Capability:
Diaphragm pumps are generally self-priming, meaning they can start and maintain their pumping action without the need for external priming or additional equipment. This makes them easy to use and convenient, especially in applications where frequent start-stop cycles or intermittent operation is required.
6. Compact and Portable:
Diaphragm vacuum pumps are often compact and lightweight, making them easy to install, move, or transport. Their compact size allows for flexible integration into existing systems or placement in confined spaces. The portability of diaphragm pumps is advantageous in applications that require mobility or where multiple pumping stations are needed in different locations.
7. Versatile Applications:
Diaphragm vacuum pumps find applications in a wide range of industries and fields. Some common applications include:
– Laboratory research and analysis
– Medical and healthcare
– Environmental monitoring and analysis
– Vacuum filtration
– Vacuum drying and degassing
– Automotive and manufacturing processes
– Semiconductor and electronics manufacturing
It’s important to note that the specific advantages of using diaphragm vacuum pumps can vary depending on the pump design, model, and application requirements. Manufacturers provide detailed specifications and guidelines that highlight the advantages and limitations of their diaphragm pumps for specific applications.
editor by Dream 2024-04-22
China wholesaler Roots Vacuum Pump Rotary Portable Industrial Mini Vane Scroll Reciprocating Diaphragm Centrifugal Positive Displacement Best Suppliers DC AC Vacuum Pump wholesaler
Product Description
Roots Vacuum Pump Rotary Portable Industrial Mini Vane Scroll Reciprocating Diaphragm Centrifugal Positive Displacement Best Suppliers DC AC Vacuum Pump
Roots vacuum pump
For many years now Roots vacuum pumps have been well established in the area of vacuum technology. In combination with backing pumps, which compress against the atmosphere, these pumps offer lots of advantages.
Features:
The main advantage of roots vacuum pump is a high pumping speed at the lower inlet pressure with high ultimate vacuum. Since the pump running parts have no contact, such as rotors and the end cover, so the pump performance is stable and long service time. low maintenance cost
Applications:
They’re widely used in vacuum smelting, vacuum welding, vacuum casting, vacuum coating, vacuum drying, vacuum dynamic experiment and chemical pharmaceutical, electric vacuum device manufacturing industries.
In view of the chemical, pharmaceutical and other industries require huge vapor degassing capablity. the sealing structure of roots vacuum pump chamber and the bearing chamber has improved, which greatly reducing the bearing cavity and gear cavity oil emulsification. Thus, roots vacuum pump is more suitable for pumping large quantities of water vapor and solvent with water ring vacuum pump.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Samples: |
US$ 9999/Piece
1 Piece(Min.Order) | |
|---|
What safety features are typically integrated into diaphragm vacuum pump systems?
Diaphragm vacuum pump systems typically incorporate various safety features to ensure safe operation and protect both the users and the equipment. Here’s a detailed explanation:
1. Overpressure Protection: Diaphragm vacuum pump systems often include overpressure protection mechanisms to prevent excessive pressure buildup. These mechanisms can be in the form of pressure relief valves or pressure sensors that automatically shut off the pump or release excess pressure if it exceeds the predefined limits. Overpressure protection safeguards the system from potential damage and reduces the risk of accidents or equipment failure.
2. Thermal Protection: Thermal protection features are designed to prevent the pump from overheating. Diaphragm pumps can generate heat during operation, especially in continuous or intensive use. Thermal protection mechanisms, such as thermal switches or temperature sensors, monitor the pump’s temperature and automatically shut it down or activate cooling systems if the temperature exceeds safe limits. This helps prevent damage to the pump and reduces the risk of fire or other safety hazards.
3. Leak Detection: Diaphragm vacuum pump systems may incorporate leak detection mechanisms to alert users in case of any air or gas leakage. These mechanisms can include pressure sensors or flow sensors that monitor the system’s integrity. If a leak is detected, visual or audible alarms may be triggered, indicating the need for immediate attention and repair to maintain the system’s efficiency and prevent the release of potentially harmful substances into the environment.
4. Electrical Safety: Diaphragm pump systems have electrical safety features to protect against electrical hazards. This includes measures such as ground fault circuit interrupters (GFCI) or residual current devices (RCD) that detect and interrupt electrical faults, preventing electric shocks or short circuits. Proper grounding and insulation of electrical components are also important safety considerations in diaphragm pump systems.
5. Emergency Stop: Many diaphragm pump systems are equipped with an emergency stop button or switch that allows users to quickly shut down the pump in case of an emergency or hazardous situation. The emergency stop feature provides a convenient and immediate means to halt pump operation, ensuring the safety of the users and preventing further risks or damages.
6. System Monitoring and Alarms: Advanced diaphragm pump systems may incorporate monitoring features that continuously assess the system’s performance and provide real-time feedback. This can include monitoring parameters such as vacuum levels, temperature, pressure, or flow rates. Alarms or visual indicators are often integrated to alert users in case of deviations from normal operating conditions, enabling prompt corrective actions and preventing potential safety issues.
It’s important to note that the specific safety features integrated into diaphragm vacuum pump systems may vary depending on the manufacturer, model, and intended application. Users should carefully review the product documentation and follow the manufacturer’s instructions regarding safety precautions, installation requirements, and maintenance procedures to ensure safe and proper use of the equipment.
In summary, diaphragm vacuum pump systems typically incorporate safety features such as overpressure protection, thermal protection, leak detection, electrical safety measures, emergency stop functionalities, and system monitoring with alarms. These safety features aim to protect users, prevent equipment damage, and ensure the safe and reliable operation of the diaphragm pump system.
Are there variations in diaphragm vacuum pump designs, and how do they affect performance?
Yes, there are variations in diaphragm vacuum pump designs, and these variations can affect the performance of the pumps. Here’s a detailed explanation:
Diaphragm vacuum pumps are available in different designs and configurations to meet specific application requirements. The design variations can impact several aspects of the pump’s performance, including:
– Pump Construction: Diaphragm vacuum pumps can have single or multiple diaphragms. Single diaphragm pumps typically offer a compact and lightweight design, making them suitable for portable applications. Multiple diaphragm pumps, on the other hand, provide higher flow rates and enhanced performance for applications that require greater pumping capacity.
– Materials of Construction: Diaphragm pumps can be constructed using various materials, including metals, plastics, and elastomers. The choice of materials affects the pump’s chemical compatibility, resistance to corrosion or abrasion, and overall durability. Selecting the appropriate materials is crucial to ensure reliable pump performance in specific operating conditions.
– Valve Design: The valves in diaphragm vacuum pumps play a critical role in controlling the direction of air flow and maintaining efficient pumping. Variations in valve design, such as the type of valves used (e.g., flapper valves, reed valves) and their configuration, can impact the pump’s suction capacity, vacuum level, and overall efficiency.
– Sealing Mechanisms: Diaphragm pumps employ various sealing mechanisms to ensure airtight operation and prevent air leakage. The sealing mechanisms can differ in terms of design, materials used, and effectiveness. Well-designed sealing mechanisms are necessary to maintain a consistent vacuum level and prevent loss of suction during operation.
– Control Features: Advanced diaphragm vacuum pumps may incorporate control features such as variable speed drives, pressure sensors, or automated systems for monitoring and adjusting pump performance. These control features can improve the pump’s efficiency, optimize energy consumption, and provide greater control over vacuum levels and flow rates.
The specific design variations in diaphragm vacuum pumps are often tailored to meet different application requirements, such as laboratory research, medical devices, or industrial processes. Therefore, it’s essential to consider the intended application and select a pump design that aligns with the desired performance parameters.
In summary, diaphragm vacuum pumps come in various designs and configurations that can impact their performance. Factors such as pump construction, materials of construction, valve design, sealing mechanisms, and control features all contribute to the overall efficiency, reliability, and suitability of the pump for specific applications.
Can diaphragm vacuum pumps handle both corrosive and non-corrosive gases?
Diaphragm vacuum pumps have the capability to handle both corrosive and non-corrosive gases, depending on their design and construction. Here’s a detailed explanation:
Diaphragm pumps are often designed with materials that offer excellent chemical resistance. The wetted parts of the pump, including the diaphragm, valves, and other components that come into contact with the pumped gas, are typically made of chemically resistant materials such as rubber or elastomer. This allows diaphragm vacuum pumps to handle corrosive gases without degradation or contamination.
When used with corrosive gases, it’s essential to ensure that the diaphragm pump is specifically designed and constructed for compatibility with those gases. Different types of diaphragm materials may be available to accommodate various corrosive gases, such as fluorocarbon-based diaphragms for highly aggressive chemicals.
Furthermore, diaphragm pumps can also handle non-corrosive gases effectively. The same chemical resistance that allows them to handle corrosive gases also makes them suitable for non-corrosive gases. Whether it’s vacuum filtration, vacuum drying, degassing, or other applications involving non-corrosive gases, diaphragm pumps can provide reliable and efficient vacuum generation.
It’s important to note that while diaphragm vacuum pumps can handle a wide range of gases, there may be limitations in terms of compatibility with extremely aggressive chemicals or gases at high temperatures or pressures. In such cases, it’s crucial to consult the pump manufacturer’s specifications and guidelines to ensure that the pump is suitable for the specific gas or application.
Overall, diaphragm vacuum pumps offer the advantage of handling both corrosive and non-corrosive gases, making them versatile for various laboratory and industrial applications that involve different types of gases.
editor by CX 2024-04-04
China high quality Positive Displacement Pump Portable Rotary Industrial Mini Vane Diaphragm Best Suppliers Centrifugal Best Suppliers DC AC Vacuum Pumps with Great quality
Product Description
Positive Displacement Pump Portable Rotary Industrial Mini Vane Diaphragm Best Suppliers Centrifugal Best Suppliers DC AC Vacuum Pumps
A positive displacement pump makes a fluid move by trapping a fixed amount and forcing (displacing) that trapped volume into the discharge pipe. … Liquid flows into the pumpas the cavity on the suction side expands and the liquid flows out of the discharge as the cavity decreases.
The most common type among centrifugal pump is the radial flow pump. … The main difference between these types of pumps and centrifugal is that positive displacement pumps will move fluid at the same speed regardless of the pressure on the inlet end and centrifugal pumps will not.
Application of Vacuum Pump
Vacuum pumps are used in a wide variety of applications, including:
- Industrial: Vacuum pumps are used in a variety of industrial applications, such as:
- Metalworking: Vacuum pumps are used to remove air and other contaminants from the metalworking process, which helps to improve the quality of the finished product.
- Plastics: Vacuum pumps are used to remove air from the plastics molding process, which helps to improve the strength and durability of the finished product.
- Painting: Vacuum pumps are used to remove air from the painting process, which helps to create a more even and durable finish.
- Printing: Vacuum pumps are used to remove air from the printing process, which helps to improve the quality of the printed image.
- Scientific: Vacuum pumps are used in a variety of scientific applications, such as:
- Cryogenics: Vacuum pumps are used to create a vacuum environment, which is necessary for cryogenic research.
- Microscopy: Vacuum pumps are used to create a vacuum environment, which is necessary for microscopy.
- Space exploration: Vacuum pumps are used to create a vacuum environment, which is necessary for space exploration.
- Medical: Vacuum pumps are used in a variety of medical applications, such as:
- Surgery: Vacuum pumps are used to remove blood and other fluids from the surgical site, which helps to improve the patient’s recovery time.
- Ventilation: Vacuum pumps are used to ventilate operating rooms and other medical facilities, which helps to prevent the spread of infection.
- Laboratory: Vacuum pumps are used in laboratories to create a vacuum environment, which is necessary for a variety of scientific experiments.
- Other: Vacuum pumps are also used in a variety of other applications, such as:
- Food and beverage: Vacuum pumps are used to remove air from food and beverage products, which helps to extend their shelf life.
- Construction: Vacuum pumps are used to remove dust and debris from construction sites, which helps to improve the safety of the workers.
- Automotive: Vacuum pumps are used to remove air from the automotive braking system, which helps to improve the performance of the brakes.
Vacuum pumps are an essential tool in a wide variety of applications. They are used to remove air and other contaminants from a variety of environments, which helps to improve the quality, safety, and efficiency of the process.
company information
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Installation Guide 1-Year Warranty |
|---|---|
| Warranty: | Installation Guide 1-Year Warranty |
| Oil or Not: | Optional |
| Structure: | – |
| Exhauster Method: | – |
| Vacuum Degree: | – |
| Samples: |
US$ 999/Piece
1 Piece(Min.Order) | |
|---|

Can diaphragm vacuum pumps be used in vacuum ovens and freeze-drying processes?
Yes, diaphragm vacuum pumps can be used in both vacuum ovens and freeze-drying processes. Here’s a detailed explanation:
Vacuum Ovens: Vacuum ovens are commonly used in various industries and scientific applications for drying, curing, or processing materials under low-pressure conditions. Diaphragm vacuum pumps are well-suited for vacuum oven applications due to their ability to generate and maintain the required vacuum levels. The diaphragm pump’s design, which does not require oil lubrication, makes it ideal for applications where contamination from oil vapors is a concern. The pumps can efficiently remove air and other gases from the oven chamber, creating a controlled low-pressure environment for the drying or curing process.
When selecting a diaphragm vacuum pump for a vacuum oven, several factors should be considered:
– Vacuum Level: The diaphragm pump should be capable of achieving the desired vacuum level required for the specific application. Different diaphragm pump models may have different maximum achievable vacuum levels, so it’s important to choose a pump that meets the oven’s vacuum requirements.
– Flow Rate: The flow rate of the diaphragm pump should be sufficient to maintain the desired vacuum level within the oven chamber. The pump’s flow rate should be able to handle any gas released during the drying or curing process and compensate for any minor leaks in the system.
– Chemical Compatibility: It’s essential to consider the chemical compatibility of the diaphragm pump’s materials with the substances being processed in the vacuum oven. Some diaphragm pumps are designed with chemically resistant materials, allowing them to handle corrosive or reactive gases without degradation or contamination.
Freeze-Drying Processes: Freeze-drying, also known as lyophilization, is a process used to remove moisture from products while preserving their structure and integrity. Diaphragm vacuum pumps can be employed in freeze-drying systems to create the necessary low-pressure environment for sublimation, where ice is directly converted from solid to vapor without passing through a liquid phase.
In freeze-drying processes, diaphragm vacuum pumps play a crucial role in two main stages:
– Freezing Stage: The diaphragm pump can be used to evacuate the moisture or solvent vapors released during the freezing step of the freeze-drying process. By removing these vapors, the pump helps maintain a controlled environment during freezing and prevents ice buildup on the product.
– Drying Stage: Once the product is frozen, the diaphragm vacuum pump is utilized to create a vacuum within the freeze-drying chamber. This vacuum environment allows the frozen moisture to sublime, transforming it directly from ice to vapor. The diaphragm pump continuously removes the vapor, aiding in the drying process and facilitating efficient moisture removal from the product.
Similar to vacuum oven applications, when choosing a diaphragm vacuum pump for freeze-drying processes, factors such as vacuum level capability, flow rate, and chemical compatibility should be considered. Additionally, the pump should be able to handle the potential condensable vapors generated during the sublimation process.
In summary, diaphragm vacuum pumps are suitable for use in vacuum ovens and freeze-drying processes. They can effectively create and maintain the required low-pressure environments for drying, curing, and sublimation. When selecting a diaphragm pump for these applications, factors such as vacuum level, flow rate, chemical compatibility, and the presence of condensable vapors should be taken into account to ensure optimal performance and successful operation.

What are the maintenance requirements for diaphragm vacuum pumps, and are they user-friendly?
Diaphragm vacuum pumps have specific maintenance requirements to ensure optimal performance and longevity. Here’s a detailed explanation:
Maintenance requirements for diaphragm vacuum pumps typically include the following:
– Regular Inspection: Diaphragm pumps should be inspected regularly to check for any signs of wear, damage, or leaks. This includes inspecting the diaphragms, valves, seals, and other critical components for integrity and proper functioning. Regular inspections help identify and address potential issues before they escalate into more significant problems.
– Cleaning: Keeping the pump clean is essential for efficient operation. It involves removing any accumulated dust, dirt, or debris from the pump’s exterior and ensuring that the air intake and exhaust ports are free from obstructions. Cleaning should be performed according to the manufacturer’s recommendations using appropriate cleaning agents and techniques.
– Diaphragm Replacement: Over time, diaphragms in diaphragm vacuum pumps may wear out or become damaged. Regularly replacing worn or damaged diaphragms is crucial to maintain the pump’s performance. The frequency of diaphragm replacement depends on factors such as operating conditions, usage intensity, and the manufacturer’s recommendations.
– Lubrication: Some diaphragm pumps may require lubrication for certain components, such as bearings or moving parts. However, many diaphragm pumps are designed to operate without the need for lubrication, offering the advantage of reduced maintenance and eliminating the risk of oil contamination in sensitive applications.
– Seal Replacement: The seals used in diaphragm vacuum pumps may require periodic replacement to ensure airtight operation and prevent air leakage. The frequency of seal replacement depends on factors such as operating conditions and the manufacturer’s recommendations. It’s important to use high-quality replacement seals to maintain the pump’s performance and prevent any compromise in vacuum levels.
As for user-friendliness, diaphragm vacuum pumps are generally considered to be user-friendly due to the following reasons:
– Ease of Operation: Diaphragm pumps are designed for straightforward operation, typically involving simple on/off switches or control knobs. They often have intuitive interfaces that make them easy to use, even for individuals with limited technical expertise.
– Compact and Portable: Diaphragm vacuum pumps are often compact and lightweight, making them easy to handle and move around. Their small size and portable nature contribute to their user-friendliness, especially in applications where mobility is important.
– Minimal Maintenance: Compared to some other types of vacuum pumps, diaphragm pumps generally have lower maintenance requirements. They often do not require oil changes or complex maintenance procedures, reducing the time and effort needed for upkeep.
– Clear Documentation: Manufacturers provide user manuals and documentation that outline maintenance procedures, troubleshooting guides, and safety precautions. These resources help users understand the maintenance requirements and ensure that the pumps are operated and maintained correctly.
While diaphragm vacuum pumps are generally user-friendly, it’s important to note that proper training and adherence to safety guidelines are still necessary to ensure safe and effective operation. Following the manufacturer’s instructions and seeking professional assistance when needed are essential for maintaining the pump’s performance and extending its lifespan.
In summary, diaphragm vacuum pumps have specific maintenance requirements, including regular inspection, cleaning, diaphragm replacement, and seal replacement. They are generally considered user-friendly due to their ease of operation, compact design, minimal maintenance needs, and clear documentation provided by manufacturers.
How do diaphragm vacuum pumps compare to other types of vacuum pumps in terms of performance?
When comparing diaphragm vacuum pumps to other types of vacuum pumps, several factors come into play that affect their performance. Here’s a detailed explanation of how diaphragm vacuum pumps compare to other types in terms of performance:
1. Vacuum Level:
Diaphragm vacuum pumps are capable of generating moderate vacuum levels, typically up to about 1 torr or 1 mbar. This makes them suitable for applications that require low to medium vacuum conditions. In comparison, other types of vacuum pumps such as rotary vane pumps or turbo molecular pumps can achieve much higher vacuum levels, extending into the ultra-high vacuum range.
2. Flow Rate:
Diaphragm vacuum pumps offer relatively lower flow rates compared to some other types of pumps. Their flow rates are typically in the range of a few liters per minute. This makes them well-suited for applications that require lower flow rates or when working with small sample sizes. However, if high flow rates are required, other types of pumps like rotary vane pumps or scroll pumps may be more suitable.
3. Contamination and Oil-Free Operation:
One significant advantage of diaphragm vacuum pumps is their oil-free operation. They do not require lubricating oil, which eliminates the risk of oil contamination in the pumped gas or vacuum environment. In comparison, oil-sealed pumps such as rotary vane pumps or oil diffusion pumps use oil as a lubricant and sealing medium, which can introduce oil vapor or particles into the vacuum system. This makes diaphragm pumps preferred in applications that require clean and uncontaminated vacuum conditions.
4. Chemical Resistance:
Diaphragm pumps are often designed with materials that offer excellent chemical resistance. This allows them to handle corrosive or reactive gases without degradation or contamination. In contrast, some other types of pumps may not be compatible with certain aggressive chemicals or may require additional protective measures. Diaphragm pumps are thus advantageous in applications that involve chemical processing or handling of corrosive gases.
5. Noise Level:
Diaphragm vacuum pumps are known for their quiet operation compared to many other types of pumps. The reduced noise level contributes to a more comfortable working environment, making them suitable for applications where noise pollution needs to be minimized, such as laboratories or research facilities.
6. Maintenance and Lifespan:
Diaphragm vacuum pumps generally have relatively simple designs and require minimal maintenance. They do not have wearing parts like vanes or pistons that require regular replacement. This results in lower maintenance costs and longer lifespans compared to some other types of pumps. However, it’s important to note that the diaphragm itself may need periodic replacement due to wear and tear.
7. Cost:
Diaphragm vacuum pumps are typically more cost-effective compared to certain high-performance vacuum pumps such as turbo molecular pumps. They provide a good balance between performance and cost, making them suitable for a wide range of applications that do not require extreme vacuum levels or high flow rates.
It’s important to consider the specific requirements of the application when choosing a vacuum pump. While diaphragm vacuum pumps may have some limitations in terms of vacuum level and flow rate compared to other types, their advantages in areas such as oil-free operation, chemical resistance, low noise, and cost-effectiveness make them a preferred choice in many applications.
editor by CX 2024-04-03
China Standard Water-Cooling Vacuum Pump Rotary Portable Industrial Mini Vane Scroll Reciprocating Diaphragm Centrifugal Positive Displacement Best Suppliers DC AC Vacuum Pump a/c vacuum pump
Product Description
Water-Cooling Vacuum Pump Rotary Portable Industrial Mini Vane Scroll Reciprocating Diaphragm Centrifugal Positive Displacement Best Suppliers DC AC Vacuum Pump
water vacuum pump
Liquid Ring Vacuum Pump Working Principle. The vacuum pump consisting an impeller which is located eccentric to the cylinder body(Vacuum pump housing). Vacuum is created in the vacuum pump by using a liquid seal. … When the impeller starts to rotate, the liquid is starts move outward by centrifugal force.
Water ring vacuum pump is a common type of liquid ring vacuum pump. Water ring is a rotor with multi-blades eccentrically installed in the pump shell. When it rotates, it throws liquid into the pump and forms a liquid ring concentric with the pump shell. The liquid ring and the rotor blade form a rotating variable capacity vacuum pump with periodic volume change. When the working liquid is water, it is called water Ring vacuum pump. There are many kinds of water ring vacuum pumps with different prices. .Among them, 2BV is more cost-effective. The type selection of water ring vacuum pump should be based on your on-site process, the required vacuum degree and the amount of air pumping required.
company information
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Installation Guide 1-Year Warranty |
|---|---|
| Warranty: | Installation Guide 1-Year Warranty |
| Oil or Not: | Optional |
| Inlet Diam. (mm): | 100/200mm |
| Motor Power (Kw): | 4/7.5 Kw |
| Ultimate Pressure (PA): | 0.05 |
| Samples: |
US$ 999/Piece
1 Piece(Min.Order) | |
|---|

How Are Vacuum Pumps Employed in the Production of Electronic Components?
Vacuum pumps play a crucial role in the production of electronic components. Here’s a detailed explanation:
The production of electronic components often requires controlled environments with low or no atmospheric pressure. Vacuum pumps are employed in various stages of the production process to create and maintain these vacuum conditions. Here are some key ways in which vacuum pumps are used in the production of electronic components:
1. Deposition Processes: Vacuum pumps are extensively used in deposition processes, such as physical vapor deposition (PVD) and chemical vapor deposition (CVD), which are commonly employed for thin film deposition on electronic components. These processes involve the deposition of materials onto substrates in a vacuum chamber. Vacuum pumps help create and maintain the necessary vacuum conditions required for precise and controlled deposition of the thin films.
2. Etching and Cleaning: Etching and cleaning processes are essential in the fabrication of electronic components. Vacuum pumps are used to create a vacuum environment in etching and cleaning chambers, where reactive gases or plasmas are employed to remove unwanted materials or residues from the surfaces of the components. The vacuum pumps help evacuate the chamber and ensure the efficient removal of byproducts and waste gases.
3. Drying and Bake-out: Vacuum pumps are utilized in the drying and bake-out processes of electronic components. After wet processes, such as cleaning or wet etching, components need to be dried thoroughly. Vacuum pumps help create a vacuum environment that facilitates the removal of moisture or solvents from the components, ensuring their dryness before subsequent processing steps. Additionally, vacuum bake-out is employed to remove moisture or other contaminants trapped within the components’ materials or structures, enhancing their reliability and performance.
4. Encapsulation and Packaging: Vacuum pumps are involved in the encapsulation and packaging stages of electronic component production. These processes often require the use of vacuum-sealed packaging to protect the components from environmental factors such as moisture, dust, or oxidation. Vacuum pumps assist in evacuating the packaging materials, creating a vacuum-sealed environment that helps maintain the integrity and longevity of the electronic components.
5. Testing and Quality Control: Vacuum pumps are utilized in testing and quality control processes for electronic components. Some types of testing, such as hermeticity testing, require the creation of a vacuum environment for evaluating the sealing integrity of electronic packages. Vacuum pumps help evacuate the testing chambers, ensuring accurate and reliable test results.
6. Soldering and Brazing: Vacuum pumps play a role in soldering and brazing processes for joining electronic components and assemblies. Vacuum soldering is a technique used to achieve high-quality solder joints by removing air and reducing the risk of voids, flux residuals, or oxidation. Vacuum pumps assist in evacuating the soldering chambers, creating the required vacuum conditions for precise and reliable soldering or brazing.
7. Surface Treatment: Vacuum pumps are employed in surface treatment processes for electronic components. These processes include plasma cleaning, surface activation, or surface modification techniques. Vacuum pumps help create the necessary vacuum environment where plasma or reactive gases are used to treat the component surfaces, improving adhesion, promoting bonding, or altering surface properties.
It’s important to note that different types of vacuum pumps may be used in electronic component production, depending on the specific process requirements. Commonly used vacuum pump technologies include rotary vane pumps, turbo pumps, cryogenic pumps, and dry pumps.
In summary, vacuum pumps are essential in the production of electronic components, facilitating deposition processes, etching and cleaning operations, drying and bake-out stages, encapsulation and packaging, testing and quality control, soldering and brazing, as well as surface treatment. They enable the creation and maintenance of controlled vacuum environments, ensuring precise and reliable manufacturing processes for electronic components.

What Is the Difference Between Dry and Wet Vacuum Pumps?
Dry and wet vacuum pumps are two distinct types of pumps that differ in their operating principles and applications. Here’s a detailed explanation of the differences between them:
Dry Vacuum Pumps:
Dry vacuum pumps operate without the use of any lubricating fluid or sealing water in the pumping chamber. They rely on non-contact mechanisms to create a vacuum. Some common types of dry vacuum pumps include:
1. Rotary Vane Pumps: Rotary vane pumps consist of a rotor with vanes that slide in and out of slots in the rotor. The rotation of the rotor creates chambers that expand and contract, allowing the gas to be pumped. The vanes and the housing are designed to create a seal, preventing gas from flowing back into the pump. Rotary vane pumps are commonly used in laboratories, medical applications, and industrial processes where a medium vacuum level is required.
2. Dry Screw Pumps: Dry screw pumps use two or more intermeshing screws to compress and transport gas. As the screws rotate, the gas is trapped between the threads and transported from the suction side to the discharge side. Dry screw pumps are known for their high pumping speeds, low noise levels, and ability to handle various gases. They are used in applications such as semiconductor manufacturing, chemical processing, and vacuum distillation.
3. Claw Pumps: Claw pumps use two rotors with claw-shaped lobes that rotate in opposite directions. The rotation creates a series of expanding and contracting chambers, enabling gas capture and pumping. Claw pumps are known for their oil-free operation, high pumping speeds, and suitability for handling dry and clean gases. They are commonly used in applications such as automotive manufacturing, food packaging, and environmental technology.
Wet Vacuum Pumps:
Wet vacuum pumps, also known as liquid ring pumps, operate by using a liquid, typically water, to create a seal and generate a vacuum. The liquid ring serves as both the sealing medium and the working fluid. Wet vacuum pumps are commonly used in applications where a higher level of vacuum is required or when handling corrosive gases. Some key features of wet vacuum pumps include:
1. Liquid Ring Pumps: Liquid ring pumps feature an impeller with blades that rotate eccentrically within a cylindrical casing. As the impeller rotates, the liquid forms a ring against the casing due to centrifugal force. The liquid ring creates a seal, and as the impeller spins, the volume of the gas chamber decreases, leading to the compression and discharge of gas. Liquid ring pumps are known for their ability to handle wet and corrosive gases, making them suitable for applications such as chemical processing, oil refining, and wastewater treatment.
2. Water Jet Pumps: Water jet pumps utilize a jet of high-velocity water to create a vacuum. The water jet entrains gases, and the mixture is then separated in a venturi section, where the water is recirculated, and the gases are discharged. Water jet pumps are commonly used in laboratories and applications where a moderate vacuum level is required.
The main differences between dry and wet vacuum pumps can be summarized as follows:
1. Operating Principle: Dry vacuum pumps operate without the need for any sealing fluid, while wet vacuum pumps utilize a liquid ring or water as a sealing and working medium.
2. Lubrication: Dry vacuum pumps do not require lubrication since there is no contact between moving parts, whereas wet vacuum pumps require the presence of a liquid for sealing and lubrication.
3. Applications: Dry vacuum pumps are suitable for applications where a medium vacuum level is required, and oil-free operation is desired. They are commonly used in laboratories, medical settings, and various industrial processes. Wet vacuum pumps, on the other hand, are used when a higher vacuum level is needed or when handling corrosive gases. They find applications in chemical processing, oil refining, and wastewater treatment, among others.
It’s important to note that the selection of a vacuum pump depends on specific requirements such as desired vacuum level, gas compatibility, operating conditions, and the nature of the application.
In summary, the primary distinction between dry and wet vacuum pumps lies in their operating principles, lubrication requirements, and applications. Dry vacuum pumps operate without any lubricating fluid, while wet vacuum pumps rely on a liquid ring or water for sealing and lubrication. The choice between dry and wet vacuum pumps depends on the specific needs of the application and the desired vacuum level.

How Do You Choose the Right Size Vacuum Pump for a Specific Application?
Choosing the right size vacuum pump for a specific application involves considering several factors to ensure optimal performance and efficiency. Here’s a detailed explanation:
1. Required Vacuum Level: The first consideration is the desired vacuum level for your application. Different applications have varying vacuum level requirements, ranging from low vacuum to high vacuum or even ultra-high vacuum. Determine the specific vacuum level needed, such as microns of mercury (mmHg) or pascals (Pa), and choose a vacuum pump capable of achieving and maintaining that level.
2. Pumping Speed: The pumping speed, also known as the displacement or flow rate, is the volume of gas a vacuum pump can remove from a system per unit of time. It is typically expressed in liters per second (L/s) or cubic feet per minute (CFM). Consider the required pumping speed for your application, which depends on factors such as the volume of the system, the gas load, and the desired evacuation time.
3. Gas Load and Composition: The type and composition of the gas or vapor being pumped play a significant role in selecting the right vacuum pump. Different pumps have varying capabilities and compatibilities with specific gases. Some pumps may be suitable for pumping only non-reactive gases, while others can handle corrosive gases or vapors. Consider the gas load and its potential impact on the pump’s performance and materials of construction.
4. Backing Pump Requirements: In some applications, a vacuum pump may require a backing pump to reach and maintain the desired vacuum level. A backing pump provides a rough vacuum, which is then further processed by the primary vacuum pump. Consider whether your application requires a backing pump and ensure compatibility and proper sizing between the primary pump and the backing pump.
5. System Leakage: Evaluate the potential leakage in your system. If your system has significant leakage, you may need a vacuum pump with a higher pumping speed to compensate for the continuous influx of gas. Additionally, consider the impact of leakage on the required vacuum level and the pump’s ability to maintain it.
6. Power Requirements and Operating Cost: Consider the power requirements of the vacuum pump and ensure that your facility can provide the necessary electrical supply. Additionally, assess the operating cost, including energy consumption and maintenance requirements, to choose a pump that aligns with your budget and operational considerations.
7. Size and Space Constraints: Take into account the physical size of the vacuum pump and whether it can fit within the available space in your facility. Consider factors such as pump dimensions, weight, and the need for any additional accessories or support equipment.
8. Manufacturer’s Recommendations and Expert Advice: Consult the manufacturer’s specifications, guidelines, and recommendations for selecting the right pump for your specific application. Additionally, seek expert advice from vacuum pump specialists or engineers who can provide insights based on their experience and knowledge.
By considering these factors and evaluating the specific requirements of your application, you can select the right size vacuum pump that meets the desired vacuum level, pumping speed, gas compatibility, and other essential criteria. Choosing the appropriate vacuum pump ensures efficient operation, optimal performance, and longevity for your application.
editor by CX 2024-03-29
China Professional DC Vacuum Pump Rotary Portable Industrial Mini Vane Scroll Reciprocating Diaphragm Centrifugal Positive Displacement Best Suppliers DC AC Vacuum Pump vacuum pump adapter
Product Description
DC Vacuum Pump Rotary Portable Industrial Mini Vane Scroll Reciprocating Diaphragm Centrifugal Positive Displacement Best Suppliers DC AC Vacuum Pump
Micro-pump is powered miniature DC motor drive, drive internal mechanical eccentric eccentric motion, driven by an eccentric movement inside the diaphragm reciprocates. Whereby the pump chamber fixed volume of air compression (compression suction port is closed, the exhaust port is formed to open slightly positive pressure), stretching (compressed exhaust port is closed, a negative pressure sucking mouth open), the pumping air intakes with the outside atmospheric pressure difference, at a pressure difference, the gas pressure (suction) into the pump chamber, and discharged from the exhaust port.
-Micro-pump is mainly used for medicine, gas analysis sampling, instrumentation and other fields. Completely maintenance-free, and no oil pump, do not pollute the transmission medium.
-Small, stable and reliable, hand-held instrument for pump-priming, low noise, low power consumption. Especially -suitable for high negative environmental requirements.
Specification:
Operating voltage: DC9V ~ 14V
Rated voltage: DC 12V
Current Rating: 500mA
Power Rating: 6W
Vacuum degree: 65kpa
Maximum pressure: 120kpa
Noise: <60db
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Samples: |
US$ 9999/Piece
1 Piece(Min.Order) | |
|---|
Are diaphragm vacuum pumps environmentally friendly and compliant with regulations?
Diaphragm vacuum pumps are generally considered to be environmentally friendly and compliant with regulations. Here’s a detailed explanation:
Environmental Friendliness: Diaphragm vacuum pumps offer several features that contribute to their environmental friendliness:
– No Oil Lubrication: Diaphragm pumps operate without the need for oil lubrication, which eliminates the risk of oil contamination in the vacuum system. This is particularly important in applications where oil vapor contamination could affect product quality or pose environmental hazards. The absence of oil lubrication also reduces the need for oil changes and disposal, resulting in lower environmental impact.
– Low Noise Emission: Diaphragm pumps are known for their relatively quiet operation compared to other types of vacuum pumps. The reduced noise emission makes them more environmentally friendly, particularly in settings where noise pollution needs to be minimized.
– Energy Efficiency: Diaphragm vacuum pumps can be designed to be energy-efficient, consuming less electrical power compared to other vacuum pump types. Reduced energy consumption not only contributes to cost savings but also helps reduce the overall environmental impact associated with energy usage.
– Chemical Compatibility: Diaphragm pumps are available in models constructed with chemically resistant materials. This allows them to handle corrosive gases or chemical vapors without degradation or release of harmful substances, further ensuring environmental compatibility.
Regulatory Compliance: Diaphragm vacuum pumps are designed and manufactured to meet regulatory standards and requirements. They are commonly used in various industries and applications where compliance with environmental and safety regulations is crucial. Some specific regulations that diaphragm vacuum pumps may comply with include:
– Restriction of Hazardous Substances (RoHS): Diaphragm pumps are often manufactured to comply with RoHS directives, which restrict the use of hazardous substances such as lead, mercury, cadmium, and certain flame retardants in electrical and electronic equipment.
– CE Marking: Diaphragm pumps intended for sale within the European Economic Area (EEA) are required to bear the CE marking, indicating compliance with relevant European Union (EU) directives related to health, safety, and environmental protection.
– International Electrotechnical Commission (IEC) Standards: Diaphragm vacuum pumps may adhere to specific IEC standards that ensure their safety, performance, and environmental compatibility.
It’s important to note that while diaphragm vacuum pumps are generally considered environmentally friendly and compliant with regulations, it’s essential to select pumps from reputable manufacturers and suppliers. This ensures that the pumps meet the necessary standards and certifications applicable to a specific industry or application.
In summary, diaphragm vacuum pumps are environmentally friendly due to their oil-free operation, low noise emission, energy efficiency, and chemical compatibility. They are designed and manufactured to comply with regulatory standards and requirements, such as RoHS directives, CE marking, and IEC standards. When choosing diaphragm vacuum pumps, it’s advisable to verify that they come from reliable sources and meet the necessary certifications for your specific application to ensure environmental compatibility and regulatory compliance.
Are there variations in diaphragm vacuum pump designs, and how do they affect performance?
Yes, there are variations in diaphragm vacuum pump designs, and these variations can affect the performance of the pumps. Here’s a detailed explanation:
Diaphragm vacuum pumps are available in different designs and configurations to meet specific application requirements. The design variations can impact several aspects of the pump’s performance, including:
– Pump Construction: Diaphragm vacuum pumps can have single or multiple diaphragms. Single diaphragm pumps typically offer a compact and lightweight design, making them suitable for portable applications. Multiple diaphragm pumps, on the other hand, provide higher flow rates and enhanced performance for applications that require greater pumping capacity.
– Materials of Construction: Diaphragm pumps can be constructed using various materials, including metals, plastics, and elastomers. The choice of materials affects the pump’s chemical compatibility, resistance to corrosion or abrasion, and overall durability. Selecting the appropriate materials is crucial to ensure reliable pump performance in specific operating conditions.
– Valve Design: The valves in diaphragm vacuum pumps play a critical role in controlling the direction of air flow and maintaining efficient pumping. Variations in valve design, such as the type of valves used (e.g., flapper valves, reed valves) and their configuration, can impact the pump’s suction capacity, vacuum level, and overall efficiency.
– Sealing Mechanisms: Diaphragm pumps employ various sealing mechanisms to ensure airtight operation and prevent air leakage. The sealing mechanisms can differ in terms of design, materials used, and effectiveness. Well-designed sealing mechanisms are necessary to maintain a consistent vacuum level and prevent loss of suction during operation.
– Control Features: Advanced diaphragm vacuum pumps may incorporate control features such as variable speed drives, pressure sensors, or automated systems for monitoring and adjusting pump performance. These control features can improve the pump’s efficiency, optimize energy consumption, and provide greater control over vacuum levels and flow rates.
The specific design variations in diaphragm vacuum pumps are often tailored to meet different application requirements, such as laboratory research, medical devices, or industrial processes. Therefore, it’s essential to consider the intended application and select a pump design that aligns with the desired performance parameters.
In summary, diaphragm vacuum pumps come in various designs and configurations that can impact their performance. Factors such as pump construction, materials of construction, valve design, sealing mechanisms, and control features all contribute to the overall efficiency, reliability, and suitability of the pump for specific applications.
What are the typical applications of diaphragm vacuum pumps in laboratories and industries?
Diaphragm vacuum pumps find widespread use in laboratories and various industries due to their versatile capabilities. Here’s a detailed explanation of the typical applications of diaphragm vacuum pumps in laboratories and industries:
In Laboratories:
– Laboratory Research and Analysis: Diaphragm vacuum pumps are extensively used in laboratories for various research and analytical applications. They provide vacuum conditions necessary for techniques such as filtration, degassing, rotary evaporation, centrifugation, and vacuum ovens. Diaphragm pumps are also used in analytical instruments like gas chromatographs, mass spectrometers, and vacuum-based sample preparation systems.
– Medical and Healthcare: Diaphragm pumps are employed in medical and healthcare settings for applications such as vacuum filtration in microbiology, vacuum aspiration in clinical laboratories, vacuum sealing of sterilized containers, and vacuum drying in medical device manufacturing. They are also used in dental clinics for suction and aspiration procedures.
– Environmental Monitoring and Analysis: Diaphragm vacuum pumps play a crucial role in environmental monitoring and analysis. They are used for air sampling, gas collection, and monitoring of pollutants in ambient air or emission sources. Diaphragm pumps are utilized in environmental testing laboratories for sample preparation and analysis, such as water and soil testing.
In Industries:
– Vacuum Filtration: Diaphragm vacuum pumps are commonly used in industries for filtration processes. They create a vacuum to draw liquids through a filter medium, separating solids from the liquid. This technique is widely employed in industries such as pharmaceuticals, biotechnology, food and beverage, and chemical processing.
– Vacuum Drying and Degassing: Diaphragm pumps facilitate vacuum drying and degassing processes in industries. They help remove moisture or volatile substances from materials or products under vacuum conditions. This is crucial in industries like electronics manufacturing, automotive, aerospace, and materials science.
– Automotive and Manufacturing Processes: Diaphragm vacuum pumps find applications in automotive and manufacturing processes. They are used for vacuum-assisted molding, vacuum lifting and handling of objects, vacuum packaging, and vacuum-based testing or leak detection in components and systems.
– Semiconductor and Electronics Manufacturing: Diaphragm pumps are extensively utilized in the semiconductor and electronics industry. They provide vacuum conditions for processes such as wafer handling, thin film deposition, etching, and packaging. Diaphragm pumps are preferred due to their oil-free operation, which prevents contamination of sensitive electronic components.
These are some of the typical applications of diaphragm vacuum pumps in laboratories and industries. The versatility, oil-free operation, chemical resistance, and compact design of diaphragm pumps make them suitable for a wide range of applications, contributing to their popularity across various sectors.
editor by CX 2023-12-31
China wholesaler Screw Vacuum Pump Portable Rotary Industrial Mini Vane Scroll Reciprocating Diaphragm Centrifugal Positive Displacement Best Suppliers DC AC Vacuum Pump vacuum pump
Product Description
Screw Vacuum Pump Portable Rotary Industrial Mini Vane Scroll Reciprocating Diaphragm Centrifugal Positive Displacement Best Suppliers DC AC Vacuum Pump
Dry screw vacuum pumps operate with 2 screw rotors rotating in opposite directions. This traps the medium to be pumped between the cylinder and the screw chambers and transports it to the gas discharge. The advanced screw design results in lower electric energy consumption compared to standard screw designs. It also results in a lower heat load of the compressed gas.
Cooling can be achieved through a high performance air cooling method eliminating the need of cooling water or indirect cooling method resulting in uniform temperatures throughout the pump body, eliminating cold spots and providing a thermally stable water jacket. The advanced screw design allows for best-in-class hydrogen pumping capabilities. Water cooling can take place in form of both direct water cooling or radiator cooling with air-cooled heat exchangers.
Application of Screw Vacuum Pump
Screw vacuum pumps are a type of positive-displacement pump that uses 2 helical screws to move fluid. They are 1 of the most common types of vacuum pumps and are used in a wide variety of applications.
Here are some of the applications of screw vacuum pumps:
- Industrial: Screw vacuum pumps are used in a variety of industrial applications, such as food processing, semiconductor manufacturing, and chemical processing.
- Scientific: Screw vacuum pumps are used in a variety of scientific applications, such as particle physics, astronomy, and materials science.
- Medical: Screw vacuum pumps are used in a variety of medical applications, such as surgery, imaging, and blood collection.
- Environmental: Screw vacuum pumps are used in a variety of environmental applications, such as air pollution control, water treatment, and waste disposal.
- Commercial: Screw vacuum pumps are used in a variety of commercial applications, such as food packaging, glass manufacturing, and printing.
Screw vacuum pumps are a critical component in many applications. They are responsible for removing air and other gases from a system, which can be used for a variety of purposes.
Here are some of the benefits of using screw vacuum pumps:
- High efficiency: Screw vacuum pumps are highly efficient, which means they can move a lot of fluid for their size.
- Low noise: Screw vacuum pumps are typically very quiet, which makes them ideal for applications where noise is a concern.
- Long life: Screw vacuum pumps can have a long service life, which means they can save you money in the long run.
- Versatility: Screw vacuum pumps can be used in a wide variety of applications, which makes them a versatile option for many designs.
If you are looking for a reliable, efficient, and versatile way to remove air and other gases from a system, a screw vacuum pump is a good option. They are available in a variety of sizes and capacities, and they can be customized to meet the specific needs of your application.
company information
| After-sales Service: | Installation Guide 1-Year Warranty |
|---|---|
| Warranty: | Installation Guide 1-Year Warranty |
| Oil or Not: | Optional |
| Structure: | – |
| Exhauster Method: | – |
| Vacuum Degree: | – |
| Samples: |
US$ 999/Piece
1 Piece(Min.Order) | |
|---|
What is the energy consumption and efficiency of diaphragm vacuum pumps?
The energy consumption and efficiency of diaphragm vacuum pumps can vary depending on factors such as the pump design, operating conditions, and specific application requirements. Here’s a detailed explanation:
1. Energy Consumption: Diaphragm vacuum pumps generally have lower energy consumption compared to other types of vacuum pumps, such as rotary vane or oil-sealed pumps. This is primarily because diaphragm pumps operate without oil lubrication, which reduces friction and power requirements. The energy consumption of diaphragm pumps is typically measured in terms of electrical power input, expressed in watts (W) or kilowatts (kW).
The energy consumption of a diaphragm vacuum pump can be influenced by several factors, including:
– Pump Size and Capacity: Larger diaphragm pumps designed for higher flow rates or vacuum levels may consume more energy compared to smaller pumps with lower capacities. The power requirements increase as the pump has to move larger volumes of gas or create stronger vacuums.
– Operating Pressure: The energy consumption of a diaphragm pump can vary depending on the required operating pressure. Higher vacuum levels typically require more energy to be maintained due to increased resistance in evacuating the gas or air from the system.
– Process Conditions: The energy consumption of a diaphragm pump may be affected by process-specific factors, such as the presence of particulate matter or the need for continuous operation. These factors can influence the pump’s efficiency and overall power requirements.
2. Efficiency: The efficiency of a diaphragm vacuum pump refers to its ability to convert electrical power input into useful pumping work. It is typically expressed as a percentage and can be calculated by dividing the pump’s useful output power (in the form of vacuum or flow) by the electrical power input.
The efficiency of diaphragm vacuum pumps can be influenced by various factors:
– Pump Design: The design and construction of the diaphragm pump can impact its efficiency. Well-engineered pumps with optimized diaphragm materials and valve systems can achieve higher efficiencies by reducing internal losses and maximizing gas compression and evacuation.
– Motor Efficiency: The efficiency of the electric motor driving the diaphragm pump can affect the overall efficiency of the system. Higher motor efficiencies result in more effective power utilization and improved pump performance.
– System Optimization: Proper system design, including appropriate sizing, correct piping arrangements, and minimizing pressure losses or leaks, can contribute to improved overall efficiency. Optimizing the system configuration ensures that the pump operates under favorable conditions, maximizing its efficiency.
– Operating Conditions: The operating conditions, such as the required vacuum level or flow rate, can impact the efficiency of the diaphragm pump. Operating the pump within its specified range and avoiding excessive demands can help maintain higher efficiency levels.
It’s important to note that specific energy consumption and efficiency values can vary among different diaphragm vacuum pump models and manufacturers. When selecting a diaphragm pump for a particular application, it’s advisable to review the manufacturer’s specifications and performance data, including energy consumption and efficiency information, to make an informed decision.
In summary, diaphragm vacuum pumps generally have lower energy consumption compared to other vacuum pump types. The energy consumption and efficiency of diaphragm pumps can be influenced by factors such as pump size, operating pressure, process conditions, pump design, motor efficiency, system optimization, and operating conditions. Understanding the specific energy consumption and efficiency characteristics of a diaphragm vacuum pump is important for selecting the appropriate pump for a given application and optimizing energy usage.
How do diaphragm vacuum pumps handle condensable vapors and liquids?
Diaphragm vacuum pumps have certain mechanisms in place to handle condensable vapors and liquids encountered during operation. Here’s a detailed explanation:
When diaphragm vacuum pumps encounter condensable vapors or liquids, the following methods are typically employed to handle them:
– Condensate Traps: Diaphragm vacuum pumps often incorporate condensate traps in their design. These traps are positioned in the vacuum line and are specifically designed to capture and collect condensable vapors and liquids. The traps typically consist of a cooled surface or a series of baffles that cause the condensable substances to condense and collect in a separate reservoir, preventing them from entering the pump.
– Chemical Resistance: Diaphragm pumps are often constructed using materials that are resistant to the corrosive effects of condensable vapors and liquids. Materials such as PTFE (polytetrafluoroethylene) or other chemically resistant polymers are commonly used in the construction of diaphragm pumps to ensure compatibility with various liquids and vapors encountered in different applications.
– Separation and Filtration: In some cases, diaphragm vacuum pumps may incorporate separation and filtration mechanisms to handle condensable substances. These mechanisms can include filters or coalescing elements that help to separate the liquid or vapor from the gas stream, allowing the gas to be pumped while preventing the liquid or vapor from entering the pump.
It’s important to note that while diaphragm vacuum pumps can handle condensable vapors and liquids to a certain extent, there are limitations. If the amount of condensable substances is excessive or if the pump is not specifically designed to handle certain types of condensates, it may lead to pump performance issues or damage. In such cases, it may be necessary to implement additional vapor traps, cold traps, or other specialized equipment to effectively manage the condensable substances.
In summary, diaphragm vacuum pumps handle condensable vapors and liquids through the use of condensate traps, chemical-resistant materials, and separation/filtration mechanisms. These features help prevent the condensable substances from entering the pump and ensure reliable and efficient operation.

What is a diaphragm vacuum pump, and how does it operate?
A diaphragm vacuum pump is a type of positive displacement pump used to create vacuum or low-pressure conditions in various applications. Here’s a detailed explanation of its operation:
Overview:
A diaphragm vacuum pump consists of a flexible diaphragm that moves back and forth within a chamber. As the diaphragm flexes, it creates changes in the volume of the chamber, resulting in the suction and expulsion of gas. The diaphragm is typically made of a durable, chemically resistant material such as rubber or elastomer.
Operation:
The operation of a diaphragm vacuum pump typically involves the following steps:
1. Suction Phase: The diaphragm starts in a neutral position. When the pump is powered on, the diaphragm is pulled downward by the negative pressure within the chamber. This expansion of the chamber volume creates suction, drawing gas or vapor into the pump through the inlet valve or port.
2. Compression Phase: Once the diaphragm reaches its maximum downward position, the inlet valve closes to prevent backflow. The diaphragm then starts to move upward, reducing the volume of the chamber. This compression action causes the gas to be expelled through the outlet valve or port.
3. Exhaust Phase: As the diaphragm continues to move upward, the outlet valve closes, and the compressed gas is discharged from the pump. The diaphragm returns to its neutral position, ready for the next suction phase.
Features and Advantages:
Diaphragm vacuum pumps offer several features and advantages that make them suitable for various applications:
– No Contamination: Diaphragm pumps are designed to be oil-free and have a sealed pumping chamber. This eliminates the risk of oil contamination of the pumped gas or vapor, making them suitable for applications requiring clean and uncontaminated vacuum conditions, such as laboratory work or medical applications.
– Chemical Resistance: The diaphragm is typically made of chemically resistant materials, allowing the pump to handle corrosive or reactive gases without degradation or contamination.
– Gentle Operation: The pumping action of diaphragm pumps is gentle and pulsation-free, making them suitable for applications that require precise control or sensitive handling of gases or delicate samples.
– Quiet Operation: Diaphragm pumps are known for their quiet operation, reducing noise pollution in the working environment.
– Self-Priming: Diaphragm pumps are generally self-priming, meaning they can start and maintain their pumping action without the need for external priming or additional equipment.
– Compact and Portable: Diaphragm pumps are often compact and lightweight, allowing for easy installation and portability. They can be used as standalone units or integrated into larger systems.
Applications:
Diaphragm vacuum pumps find applications in various industries and fields, including:
– Laboratory research and analysis
– Medical and healthcare
– Environmental monitoring and analysis
– Vacuum filtration
– Vacuum drying and degassing
– Automotive and manufacturing processes
– Semiconductor and electronics manufacturing
It is important to note that the specific design and operation of diaphragm vacuum pumps may vary across different manufacturers and models. Consulting the manufacturer’s specifications and guidelines is recommended for detailed information on the operation, performance, and suitability of a particular diaphragm pump for a given application.
By utilizing the flexible diaphragm’s movement to create suction and compression, diaphragm vacuum pumps offer reliable and efficient vacuum generation for a wide range of applications.
editor by CX 2023-11-24
China Portable 2CFM single stage refrigererant rotary vane vacuum pump TW-1K 14HP for Bomba de vacio vacuum pump brakes
Custom-made help: OEM
Model Quantity: TW-1K
Application: Automotive Business, CZPT OEM
Horsepower: 1/4HP
Electrical power Resource: Electric powered
Stress: 10Pa
Construction: Single-stage Pump
Cable Duration: 150cm
Outlet Dimensions: N
Voltage: 220V/50Hz-60Hz,110V/60Hz
Electrical power: 1/4HP
Coloration: Black,Blue
Motor: one hundred% Copper Wire
Stream charge: 2CFM
Oil Capability: 250ml
Inlet port: 1/4
Proportions: 285**250mm
Net weight: 5.1kg
Gross excess weight: 6.5kg
Certification: CE
Solution parameter Item positive aspects Merchandise feature1.High performance filter,smoke considerably less.2.Copper wire motor,long provider existence.3.Big sight glass for checking oil stage,stop oil lack.4.The total style of pump and motor is far more transportable.5.Reduced routine maintenance price 6.A single yr guarantee Packing & Shipping Shipping and deliveryBy sea,transportation requires 1-thirty daysBy air,transportation will take 1-7 daysBy specific this sort of like DHL, Braking Parts Vacuum Pump Hose Brake Hose For CZPT Pajero L200 Triton MD050196 UPS,Fedx,EMS and so forth.,transportation takes 1-7 times. Generation approach Company Profile HangZhou CZPT Vacuum Equipment Co., Ltd. was established in 1996, specializing in the study and growth, manufacturing and trade. By persisting in the objective of “clients very first”, we concentrate on marketplace study and engineering innovation. Now, Obtainable On Market 90HP 4wd CZPT FAHR CD904-S Employed Agriculture Farm Tractor we have 8 primary product strains with far more than 40 specifications. We can produce much more than 10,000 sets of vacuum pumps each calendar year. Now, we can make a lot more than 10 specs of YWF series axial supporter motors.Anytime you are, you can find our products. They usually firm you and grow to be your devoted friends. We assure: you can get pleasure from great provider, stable quality, reasonable price and skilled specialized help every time and where ever you are.By persisting in the objective of “developing on quality and credit rating, current on broadening and development”, our business has produced productively series of vacuum pumps suited for diverse lines, America prime sale Iron pulleys and housing building sliding patio door rollers Industrial sliding window roller wheels customers and diverse technological needs, so as to satisfy market place needs, grow market channels, improve market competitiveness, and enlarge organization scale. Our organization insists on “dependent on honesty and credit score” and continually perfects goods high quality and services technique. In 2001, we attained ISO9001 worldwide quality method certification. In July of 2002, we attained countrywide compulsive attestation (CCC), and in November of 2003, 2XZ-2 Rotary Vane Vacuum Pump we also attained CE certification from E.E.C, and RoHS certification. Now, we are making use of for the certification of CSA (CUS).We warmly welcome clients at home and overseas to enquire our items and talk about enterprise for a vivid foreseeable future together. Certifications Exhibition Get in touch with Details
Types of vacuum pumps
A vacuum pump is a device that pulls gas molecules out of a sealed volume and maintains a partial vacuum. Its job is to create a relative vacuum within its capabilities. Several types of vacuum pumps are available, including scroll and rotary piston models. Each has its own characteristics and uses. To learn more, read this article. 
Screw Pump
Screw vacuum pumps use a mechanical screw to move an air or gas chamber to the axial housing wall. The movement of the chamber reduces the volume of gas, which is pre-compressed before being expelled through the pressure connection. These pumps can be single-pitch models or variable-pitch models. Variable pitch models feature variable pitch rotors that help distribute heat loads evenly across the rotor. Some models also include a thermostatic control valve that shuts off the pump if the water temperature gets too high. Screw vacuum pumps are available in single-ended or double-ended designs. Single-ended and double-ended screw pumps provide up to 3.7 x 10-4 Torr and an ultimate vacuum of 900 m3/h (560 cfm), which is sufficient for many industrial processes. Progressive cavity pumps are particularly suitable for vapor compression applications. These pumps also have an internal rotor to minimize layer formation. Combined with air cooling, they are suitable for use in hazardous environments. In addition, the screw rotor design prevents the build-up of substances in the pump cavity that could react with high temperatures. These pumps are also easily removable for quick cleaning. Screw vacuum pumps are also designed for low cost and minimal maintenance. Agknx screw vacuum pumps are designed in Germany and are very reliable and economical. Pump performance depends on cooling system and temperature. The temperature of the water used should be kept within a certain range, otherwise the pump may overheat and fail. Screw vacuum pumps are often used in scientific experiments. They are standard main pumps in large storage rings, gravitational wave detectors, and space simulation chambers. One of the largest ultra-high vacuum chambers in the world is made of screw vacuum pumps. An example is the KATRIN experiment. There are two types of screw vacuum pumps: oil-sealed and dry. Oil-sealed screw pumps use oil as a sealant and coolant. They are suitable for demanding vacuum applications such as woodworking and plastics processing. Dry screw pumps have an air-cooled chamber, and they can achieve higher vacuum levels than oil-sealed pumps.
Rotary Piston Vacuum Pumps
Rotary Piston Vacuum Pumps provide the rugged performance essential for applications requiring vacuum. They can deliver flow rates up to 1280 acfm and reach deep vacuum levels up to 0.0004 Torr. They are available in single-stage and two-stage models. The report also provides detailed information about the key players, their financial status, and business overview. A rotary piston vacuum pump is a versatile and affordable vacuum device. They are available in single-stage and two-stage configurations with higher capacity and higher vacuum. They can be easily maintained by an in-house maintenance team or by a local third-party service shop. Pump manufacturers can also provide services. Rotary piston vacuum pumps are available in single-stage and compound designs. They are ideal for a variety of applications. Their high-performance design enables them to operate at any pressure up to atmospheric pressure. They also have no metal-to-metal contact, which makes them ideal for dirty applications. Whether you need a pump that can operate at high or low pressure, a rotary piston vacuum pump is an excellent choice. When purchasing a rotary piston vacuum pump, it is important to choose a manufacturer with a reputation for providing high-quality service and repairs. In addition to the high quality of the pump, you also need to ensure its availability. You should also consider the cost and quality of the part. A good vacuum pump company should also provide technical support, service support and accessories. Oil-free pumps are a popular choice for laboratories, clean rooms and confined rooms. Their high-quality parts are made from lightweight, corrosion-resistant and specially formulated polymers. Oil-free pumps can handle high levels of air moisture and are excellent at removing contaminants. However, they are not suitable for applications containing organic vapors or acids. Atlas Copco’s GLS rotary piston pumps are a popular choice for industrial vacuum applications. Its space-saving design makes it an ideal solution for harsh environments. It is also very reliable and has low lifecycle costs. It has an automatic lubrication system and water mizer to minimize water consumption. 
Scroll Vacuum Pumps
<br Scroll Vacuum Pumps can be used to pump air, gases, and other fluids. They are suitable for creating a vacuum in transfer chambers, mass spectrometers, and load lock chambers. They are also ideal for helium leak detectors and other analytical equipment. Scroll vacuum pumps are available in a variety of models, including the diaphragm, turbine, and oil-dry scroll models. They are used in a variety of industries, including the semiconductor, biotechnology, and pharmaceutical industries. Flexible and durable oil-free scroll vacuum pumps are an excellent choice for light industrial, general laboratory, and research applications. They also offer several advantages over other vacuum pumps, including low operating costs and environmental sustainability. Scroll vacuum pumps do not require oil, which is a big advantage in terms of cost. Scroll vacuum pumps are also quieter. Scroll vacuum pumps are designed for low, medium, and high vacuum systems. They create a high vacuum and cannot tolerate particles. Although they are relatively small, they are ideal for vacuum laboratory applications and are also suitable for dry vacuum pumping. They can be combined with chemically resistant PTFE components, making them more suitable for chemical applications. Scroll vacuum pumps feature a unique design that makes them very versatile and efficient. The pump has two helical structures, one is fixed and the other is rotating, which can effectively pump gas and liquid. When the rotor begins to move, the gas is compressed slightly and then flows through the system to the exhaust port. Scroll vacuum pumps are efficient, oil-free and compact. Known for their high tolerance to the atmosphere, they feature sensorless INFORM(r) control to minimize noise and vibration. These vacuum pumps are ideal for low to medium flow applications including analytical equipment, freeze dryers, vacuum coaters and mass spectrometers. The most important advantage of a scroll vacuum pump is its reliability. They can be used for three years or more without problems and are easy to maintain. With proper maintenance, they can reduce repair costs. 
Diaphragm vacuum pumps
Diaphragm vacuum pumps are used in a variety of industrial processes. These pumps use an elastic diaphragm fixed around the outer diameter. They are efficient and can handle most types of liquids. They are commonly used for dewatering, filling and water removal. These pumps are easy to maintain. Diaphragm vacuum pumps are available in a variety of sizes and power outputs. Oil-free diaphragm vacuum pumps do not require oil, lubrication and cooling. These pumps are compatible with many types of laboratory equipment. Diaphragm vacuum pumps are equipped with dual voltage motors and DC drives for greater flexibility and durability. Diaphragm vacuum pumps can achieve higher vacuum levels than rotary vane pumps. They are more efficient than diaphragm pumps. They do not require oil and require less maintenance than their rotary vane counterparts. However, the diaphragms of these pumps may need to be replaced every few years. Diaphragm vacuum pumps are the most popular type of vacuum pump and can be used for a variety of applications. They can be used for everyday work and can be large enough to be used in a vacuum oven or rotary evaporator. Diaphragm vacuum pumps use pulsed motion to move air. They eliminate the need for oil and are highly chemical and steam resistant. They can handle a wide variety of samples, including high viscosity liquids. Diaphragm vacuum pumps are generally smaller than other types of vacuum pumps. Scroll pumps are made of metal and are generally recommended for solvent and water samples. They are not recommended for high acid samples. However, they are suitable for freeze drying. They can also be used for concentration applications. In this way, they have greater displacement capacity and can reach higher ultimate vacuum levels.
editor by czh 2023-02-15