Product Description
GM-0.33A New Product Single Head Diaphragm Vacuum Pump
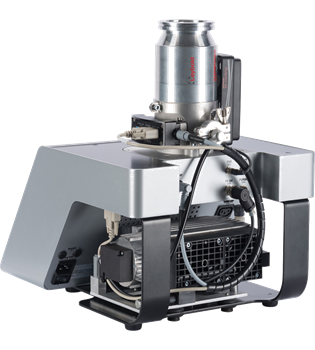
GM0.33A diaphragm vacuum pump has features of more advanced design, higher efficiency, longer operating life.It is an all new product engaging in the new and high technology.It is mainly used in medicinal products analysis,tenuously chemical engineering, biochemical pharmacy,food examination, investigating and solving criminal case,etc. It is an ideal product used with the highaccuracy chromatogram apparatus, HPLC solvent filter apparatus, and it is the essential equipment in the laboratory.
The body of GM-0.33A diaphragm vacuum pump is made of aluminum alloy through die casting.
It is antiseptic, sprayed, agile and beautiful. It has the features of higher antisepsis, wider working range. It can meet requirements of all kinds of working environments.
| Speed of Evacuation | 20 L/Min | Pump Head | 1 |
| Ultimate Pressure | ≥0.08MPa | Voltage Rating | 230VAC, 50Hz |
| Vacuum | 200mbar | Noise Level(dB) | <50 |
| Dimensions (L X B X H) | 215×120×235mm | Temp of the body | <55 ºC |
| Motor Power(w) | 160 | Weight (Kg) | 7.5 |
| Inlet (mm) | φ6 | Diaphragm | NBR |
| Outlet (mm) | Silencer | Valves | NBR |
| Working Temp(ºC) | 7-40 |
BIOBASE GROUP CHINA
Established in 1999
Leading professional manufacturer of laboratory and medical products with high quality and competitive price,
Specializing in:
*air protection products
*cold chain products
*analytical instruments
*most of lab and medical products
*laboratory furniture,laboratory and clean room construction
1200employees in China and abroad offices.
Our mission is to enable our customers to make the world healthier,cleanerand safer.
BIOBASE group invests in science and technology researches,aims to keep improving products
performance and quality as well as develops new products to meet customers’wide requirement.
We satisfy our customers by offering comprehensive support,purchase convenience and we are ready to
serve more and more BIOBASE users.
BIOBASE group,serving global distributors and its loyal end users,is becoming one of the most
important scientific services supplier.
Website: biobase biobase
BIOBASE Group is your best choice for Partner.
Contact Us
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Technical Support |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil Free |
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Customization: |
Available
|
|
|---|
What safety features are typically integrated into diaphragm vacuum pump systems?
Diaphragm vacuum pump systems typically incorporate various safety features to ensure safe operation and protect both the users and the equipment. Here’s a detailed explanation:
1. Overpressure Protection: Diaphragm vacuum pump systems often include overpressure protection mechanisms to prevent excessive pressure buildup. These mechanisms can be in the form of pressure relief valves or pressure sensors that automatically shut off the pump or release excess pressure if it exceeds the predefined limits. Overpressure protection safeguards the system from potential damage and reduces the risk of accidents or equipment failure.
2. Thermal Protection: Thermal protection features are designed to prevent the pump from overheating. Diaphragm pumps can generate heat during operation, especially in continuous or intensive use. Thermal protection mechanisms, such as thermal switches or temperature sensors, monitor the pump’s temperature and automatically shut it down or activate cooling systems if the temperature exceeds safe limits. This helps prevent damage to the pump and reduces the risk of fire or other safety hazards.
3. Leak Detection: Diaphragm vacuum pump systems may incorporate leak detection mechanisms to alert users in case of any air or gas leakage. These mechanisms can include pressure sensors or flow sensors that monitor the system’s integrity. If a leak is detected, visual or audible alarms may be triggered, indicating the need for immediate attention and repair to maintain the system’s efficiency and prevent the release of potentially harmful substances into the environment.
4. Electrical Safety: Diaphragm pump systems have electrical safety features to protect against electrical hazards. This includes measures such as ground fault circuit interrupters (GFCI) or residual current devices (RCD) that detect and interrupt electrical faults, preventing electric shocks or short circuits. Proper grounding and insulation of electrical components are also important safety considerations in diaphragm pump systems.
5. Emergency Stop: Many diaphragm pump systems are equipped with an emergency stop button or switch that allows users to quickly shut down the pump in case of an emergency or hazardous situation. The emergency stop feature provides a convenient and immediate means to halt pump operation, ensuring the safety of the users and preventing further risks or damages.
6. System Monitoring and Alarms: Advanced diaphragm pump systems may incorporate monitoring features that continuously assess the system’s performance and provide real-time feedback. This can include monitoring parameters such as vacuum levels, temperature, pressure, or flow rates. Alarms or visual indicators are often integrated to alert users in case of deviations from normal operating conditions, enabling prompt corrective actions and preventing potential safety issues.
It’s important to note that the specific safety features integrated into diaphragm vacuum pump systems may vary depending on the manufacturer, model, and intended application. Users should carefully review the product documentation and follow the manufacturer’s instructions regarding safety precautions, installation requirements, and maintenance procedures to ensure safe and proper use of the equipment.
In summary, diaphragm vacuum pump systems typically incorporate safety features such as overpressure protection, thermal protection, leak detection, electrical safety measures, emergency stop functionalities, and system monitoring with alarms. These safety features aim to protect users, prevent equipment damage, and ensure the safe and reliable operation of the diaphragm pump system.

What is the noise level produced by diaphragm vacuum pumps during operation?
The noise level produced by diaphragm vacuum pumps during operation can vary depending on factors such as pump design, size, and operating conditions. Here’s a detailed explanation:
Diaphragm vacuum pumps are generally known for their relatively quiet operation compared to other types of vacuum pumps. The noise level produced by diaphragm pumps is typically lower than that of oil-sealed rotary vane pumps or piston pumps.
The noise level is influenced by various factors, including:
– Pump Design: The design of the diaphragm pump can affect the noise level. Some pumps are specifically engineered to minimize noise by incorporating features such as noise-reducing materials, vibration dampening mechanisms, or sound insulation.
– Pump Size and Power: Larger diaphragm pumps may generate more noise compared to smaller ones due to increased air displacement and higher power requirements. It’s important to consider the specific size and power rating of the pump when evaluating its noise level.
– Operating Conditions: The noise level can also be influenced by the operating conditions of the diaphragm pump. Factors such as speed, temperature, and the presence of vibrations or resonances in the system can impact the overall noise output.
While diaphragm vacuum pumps are generally considered to have low noise levels, it’s important to note that individual pump models may have different noise specifications. Manufacturers often provide noise level data in the pump’s technical documentation, which can help in selecting a pump that meets specific noise requirements.
Additionally, it’s worth considering noise reduction measures such as using vibration isolation pads, enclosing the pump in a soundproof housing, or employing remote mounting techniques to further minimize any noise generated by the pump.
In summary, diaphragm vacuum pumps are known for their relatively quiet operation compared to other types of vacuum pumps. However, the actual noise level produced can vary depending on factors such as pump design, size, and operating conditions. Consulting the manufacturer’s specifications and implementing noise reduction measures can help ensure a suitable noise level for the intended application.

What is a diaphragm vacuum pump, and how does it operate?
A diaphragm vacuum pump is a type of positive displacement pump used to create vacuum or low-pressure conditions in various applications. Here’s a detailed explanation of its operation:
Overview:
A diaphragm vacuum pump consists of a flexible diaphragm that moves back and forth within a chamber. As the diaphragm flexes, it creates changes in the volume of the chamber, resulting in the suction and expulsion of gas. The diaphragm is typically made of a durable, chemically resistant material such as rubber or elastomer.
Operation:
The operation of a diaphragm vacuum pump typically involves the following steps:
1. Suction Phase: The diaphragm starts in a neutral position. When the pump is powered on, the diaphragm is pulled downward by the negative pressure within the chamber. This expansion of the chamber volume creates suction, drawing gas or vapor into the pump through the inlet valve or port.
2. Compression Phase: Once the diaphragm reaches its maximum downward position, the inlet valve closes to prevent backflow. The diaphragm then starts to move upward, reducing the volume of the chamber. This compression action causes the gas to be expelled through the outlet valve or port.
3. Exhaust Phase: As the diaphragm continues to move upward, the outlet valve closes, and the compressed gas is discharged from the pump. The diaphragm returns to its neutral position, ready for the next suction phase.
Features and Advantages:
Diaphragm vacuum pumps offer several features and advantages that make them suitable for various applications:
– No Contamination: Diaphragm pumps are designed to be oil-free and have a sealed pumping chamber. This eliminates the risk of oil contamination of the pumped gas or vapor, making them suitable for applications requiring clean and uncontaminated vacuum conditions, such as laboratory work or medical applications.
– Chemical Resistance: The diaphragm is typically made of chemically resistant materials, allowing the pump to handle corrosive or reactive gases without degradation or contamination.
– Gentle Operation: The pumping action of diaphragm pumps is gentle and pulsation-free, making them suitable for applications that require precise control or sensitive handling of gases or delicate samples.
– Quiet Operation: Diaphragm pumps are known for their quiet operation, reducing noise pollution in the working environment.
– Self-Priming: Diaphragm pumps are generally self-priming, meaning they can start and maintain their pumping action without the need for external priming or additional equipment.
– Compact and Portable: Diaphragm pumps are often compact and lightweight, allowing for easy installation and portability. They can be used as standalone units or integrated into larger systems.
Applications:
Diaphragm vacuum pumps find applications in various industries and fields, including:
– Laboratory research and analysis
– Medical and healthcare
– Environmental monitoring and analysis
– Vacuum filtration
– Vacuum drying and degassing
– Automotive and manufacturing processes
– Semiconductor and electronics manufacturing
It is important to note that the specific design and operation of diaphragm vacuum pumps may vary across different manufacturers and models. Consulting the manufacturer’s specifications and guidelines is recommended for detailed information on the operation, performance, and suitability of a particular diaphragm pump for a given application.
By utilizing the flexible diaphragm’s movement to create suction and compression, diaphragm vacuum pumps offer reliable and efficient vacuum generation for a wide range of applications.


editor by Dream 2024-05-14
China Best Sales -26hg’ ’ Silent Oilless Vacuum Pump for Laboratory Cleaning vacuum pump adapter
Product Description
Product Parameters
Complete solution leader in oilless air pump field
* Oilless operation
* Permanently lubricated bearings
* High performance piston seal
* Die-cast aluminum components
* Thin wall, hard coated aluminum cylinder
* Dynamically balanced
* Twin headed rock piston
* RoHS compliant
* Safety ETL certificated
| NOTE: All test values are nominal and for reference only. They are not guaranteed maximum or minimum limits, nor do they imply mean or median. | |
| Model Number | SMV-50 |
| Performance Data | |
| Head configuration | Pressure parallel flow |
| Nominal voltage/frequency | 220V/50HZ |
| Max. Current | 0.75A |
| Max. Power | 160W |
| Max. Flow | 50L/MIN |
| Max. Vacuum | -88Kpa |
| Speed at rated load | 1400RPM |
| Noise | <52dB |
| Max.Pressure restart | 0 PSI |
| Electrical Data | |
| Motor type[Capacitance] | P.S.C(4.5uF) |
| Motor insulation class | B |
| Thermal switch[Open temperature] | Thermally protected(145°C) |
| Line lead wire color,gauge | Brown(hot),blue(neutral),18AWG |
| Capacitor lead wire color,gauge | Black,black,18 AWG |
| General Data | |
| Operating ambient air temperature | 50° to 104°F(10° to 40°C) |
| Safety certification | ETL |
| Dimension(LXWXH) | 168X99X150 MM |
| Installation size | 105X70 MM |
| Net weight | 3.5KG |
| Application | Medical suctions, lab,vacuum packaing etc. |
Detailed Photos
Our Advantages
*Bearing
1.Standard product with ERB bearing, 14000 hours operation. 2.Customized imported TPI/NSK bearing
*Motor
1.The coil adopts the fine pure copper enameled wire. 2.The rotor adopts the famous brand silicon steel sheet such as ZheJiang baosteel.
*Valve
1.The valve steel of Sweden SANDVIK; Good flexibility and long durability. 2.Thickness from 0.08mm to 1.2mm, suitable for maximum pressure from 0.8 MPa to 1.2 MPa.
*Piston ring
1.Wear-resistant high temperature; Ensure more than 10,000 hours of service life. 2.Customized imported piston ring.
Product Application
Our manufacturing process
We design and produce all main parts by ourselves, along with the standard procedure and test equipment, so we can better control the quality and cost.Our factory starts from die-casting of aluminium, motor production, precision finishing, automatic assembly of pumps, the capacity is 300,000 units per month,we provide OEM/ODM service so that can better achieve high-end customization and development for customers.
Our company possess strong technical research and development force, owns self-design and new product development capabilities, we concentrate on building a “flagship type” enterprise with the whole series of product lines of domestic and international medical use oilless air pumps.Technological innovation is the source of enterprise’s high quality development. We have a complete set of testing laboratories such as motor lab,high and low temperature lab,ROHS lab and Life test etc.
Our factory owns 8 motor production lines,16 aluminum die-casting machines, more than 150 high precision CNC lathes and more than 20 CNC machines. From the essential motor design to the entire design of the pump, it has been professionally tested, verified and validated, Our factory has full vertical integration for whole supply chain,So the quality can be firmly controlled by ourselves.
Our Service
Certifications
We specialize in the designing and manufacturing various kinds of oil free air compressor, vacuum pump since 2571,especially for medical applicaton,we are the vendor of Omron, Panasonic,Invacare, Nidek Medical etc.
Strive for survival by quality, seek benefits from management. Our company regards product quality as the life and continuous pursuit of the enterprise. Our company complies with the requirements of, implements the standardized management of R&D,production,quality assurance and production services, and sets up the strict operation specifications and procedures for each process. Our products have passed the ETL,CE,CCC and other certifications, CZPT the leading level in the world.Our company has more than 20 invention patents and utility patents. Our company has acquired the certifications of “National High-Tech Enterprises”,”ZheJiang Private Science and Technology Enterprises”,”ZheJiang Engineering Technology Center” and so on.
We are dedicated to working with the global intelligent product brand owners, retailers and distributors to establish a CZPT long-term OEM / ODM business partnerships. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | on Line Support and Free Spare Parts |
|---|---|
| Air Flow: | 50 L/Min |
| Vacuum: | -88kpa |
| Samples: |
US$ 75/Piece
1 Piece(Min.Order) | Order Sample |
|---|
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
|
Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

Basic knowledge of vacuum pump
A vacuum pump is used to create a relative vacuum within a sealed volume. These pumps take gas molecules out of the sealed volume and expel them, leaving a partial vacuum. They can be used in a variety of applications, including medicine and laboratory research. This article will cover the basics of vacuum pumps, including how they operate and the materials they use. You will also learn about typical applications and fees.
How it works
A vacuum pump is a pump that removes air from a specific space. These pumps are divided into three types according to their function. Positive displacement pumps are used in the low vacuum range and high vacuum pumps are used in the ultra-high vacuum range. The performance of a vacuum pump depends on the quality of the vacuum it produces.
A vacuum pump creates a partial vacuum above the surrounding atmospheric pressure. The speed of the pump is proportional to the pressure difference between the ambient atmosphere and the base pressure of the pump. Choose a base pressure for a specific process, not the lowest possible pressure in the system.
A scroll pump is also a type of vacuum pump. This type of pump consists of two scrolls, the inner scroll running around the gas volume. It then compresses the gas in a spiral fashion until it reaches the maximum pressure at its center. The inner and outer scrolls are separated by a polymer tip seal that provides an axial seal between them. Its pumping speed ranges from 5.0 to 46 m3/h.
Another type of vacuum pump is the screw pump, which uses two rotating screws in one chamber. The screw in the screw pump is a left-handed screw, and the other is a right-handed screw. The two screws do not touch each other when engaged, preventing contamination of the medium. They also feature high pumping speeds, low operating costs and low maintenance requirements.
The vacuum pump consists of several parts such as rotor and base. These components create an area of low pressure. Gas and water molecules rush into this low pressure area, where they are sucked into the pump. The pump also rotates, preventing fluid leakage to the low pressure side.
The main function of a vacuum pump is to remove gas particles from an enclosed space. It does this by changing gas molecules between high and low pressure states. A vacuum pump can also generate a partial vacuum. There are several types of vacuum pumps, each designed to perform a specific function, so it is important to choose the right type for your application.
Vacuum Pump Materials
There are two main materials used in vacuum pumps: metal and polyethylene. Metal is more durable, while polyethylene is cheaper and more flexible. However, these materials are not suitable for high pressure and may cause damage. Therefore, if you want to design a high-pressure pump, it is best to use metal materials.
Vacuum pumps are required in a variety of industrial environments and manufacturing processes. The most common vacuum pump is a positive displacement vacuum pump, which transports a gas load from the inlet to the outlet. The main disadvantage of this pump is that it can only generate a partial vacuum; higher vacuums must be achieved through other techniques.
Materials used in vacuum pumps vary from high to rough vacuum pumps. Low pressure ranges are typically below 1 x 10-3 mbar, but high vacuum pumps are used for extreme vacuum. They also differ in manufacturing tolerances, seals used, materials used and operating conditions.
The choice of vacuum pump material depends on the process. The vacuum range and ultimate pressure of the system must be carefully analyzed to find the right material for the job. Depending on the purpose of the pump, a variety of materials can be used, from ceramic to plastic substrates. When choosing a vacuum pump material, be sure to consider its durability and corrosion resistance.
Dry and wet vacuum pumps use oil to lubricate internal parts. This prevents wear of the pump due to corrosion. These types of pumps are also recommended for continuous use and are ideal for applications where the gas is acidic or corrosive. Therefore, they are widely used in the chemical and food industries. They are also used in rotary evaporation and volatile compound processing.
Positive displacement pumps are the most common type. They work by letting gas flow into a cavity and venting it into the atmosphere. Additionally, momentum transfer pumps, also known as molecular pumps, use high-velocity jets of high-density fluids to transport air and gases. These pumps are also used for medical purposes. 
Typical application
Vacuum pumps are used to remove large amounts of air and water from the process. They are used in various industries to improve performance. For example, liquid ring vacuum pumps are used in packaging production to produce plastic sheets in the desired shape and size. Large-capacity suction pumps are used in the chemical industry to improve the surface properties of materials and speed up filtration.
There are two basic principles of vacuum pumps: entrapment and gas transfer. Positive displacement pumps are suitable for low to medium vacuums, while momentum transfer and retention pumps are suitable for high vacuums. Typically, high vacuum systems use two or more pumps working in series.
There are three main categories of vacuum pumps: primary, booster, and secondary. Their working pressure ranges from a few millimeters above atmospheric pressure. They also have several different technologies, including positive displacement, gas transfer, and gas capture. These pumps transport gas molecules through momentum exchange. Typically, they release gas molecules at roughly the same rate as they entered. When the process is complete, the gas molecules are slightly above atmospheric pressure. The discharge pressure is equal to the lowest pressure achieved, which is the compression ratio.
Vacuum pumps are widely used in all walks of life. They can be found in almost every industrial sector, including food processing. For example, they are used to make sausages and food products. In addition, they are used in landfill and digester compressors. They can also be used to build solar panels.
Oil lubricated vacuum pumps are currently the most energy-efficient vacuum pumps. These pumps are suitable for a variety of industrial applications including freeze drying and process engineering. These pumps use oil as a sealant and coolant, which makes them ideal for a variety of applications. These pumps are also very sensitive to vibration.
Another type of vacuum pump is a turbomolecular pump. These pumps have multiple stages and angled vanes. Unlike mechanical pumps, turbomolecular pumps sweep out larger areas at higher pumping speeds. In addition, they can generate ultra-high oil-free vacuums. Additionally, they have no moving parts, which makes them ideal for high vacuum pressures. 
Vacuum Pump Cost
Annual maintenance costs for vacuum pumps range from $242 to $337. The energy consumption of the vacuum pump is also a consideration, as it consumes electricity throughout its operating cycle. For example, an electric motor for a 1 hp pump uses 0.55 kW/hr, which equates to 2,200 kWh of energy per year.
Energy cost is the largest part of the total cost of a vacuum pump. They are usually four to five times higher than the initial purchase price. Therefore, choosing a more energy efficient system can reduce the total cost of ownership and extend the payback period. For many clients, this can be millions of dollars.
A vacuum pump works by compressing gas as it enters a chamber. This pushes the gas molecules towards the exhaust. The exhaust gas is then vented to the atmosphere. A special spring-loaded vane seals the pump’s chamber, creating an airtight seal. Specially formulated oils are also used to lubricate, cool and seal rotors.
Vacuum pumps are not cheap, but they have many advantages over water suction. One of the main advantages of vacuum pumps is their flexibility and reliability. This is an industry-proven solution that has been around for years. However, the initial cost of a vacuum pump is higher than that of a water aspirator.
If the vacuum pump fails unexpectedly, replacement costs can be high. Proper maintenance can extend the life of your system and prevent unplanned downtime. However, no one can predict when a pump will fail, and if a pump does fail, the cost can far exceed the cost of buying a new pump. Therefore, investing in preventive maintenance is a wise investment.
There are many types of vacuum pumps, not all of which are suitable for the same type of application. Make sure to choose a pump with the power required for the job. It should also be able to handle a variety of samples.
editor by Dream 2024-05-09
China Standard Lab Electric Suction Mini Diaphragm Pump 30 L/Min Laboratory Vacuum Pump Diaphragm with high quality
Product Description
Product Parameters
| Model | GM-0.33A | GM-0.5A | GM-0.5B | GM-1.0A | GM-2 | GM-0.5F |
| Pumping Speed(L/Min) | 20 | 30 | 30 | 60 | 120 | 30 |
| Ultimate Pressure Vacuum | ≥0.08Mpa,200mbar | ≥0.08Mpa,200mbar;positive pressure:≥30Psi | ≥0.095Mpa,50mbar | ≥0.08Mpa,200mbar;positive pressure:≥30Psi | ≥0.08Mpa,200mbar | ≥0.099Mpa,10mbar |
| Power(W) | 160 | 160 | 160 | 160 | 300 | 160 |
| Air Inlet(mm) | φ6 | φ6 | φ6 | φ6 | φ9 | φ6 |
| Air Outlet(mm) | Built-in silencing cotton | φ6 | Silencer | φ6 | φ9 | φ6 |
| Pump Head Quantity | 1 | 1 | 2 | 2 | 2 | 2 |
| Size(L*W*Hmm) | 270*130*210 | 230*180*265 | 350*130*220 | 310*200*210 | 390*150*250 | 370*144*275 |
| Working Temperature(ºC) | 7-40 | 7-40 | 7-40 | 7-40 | 7-40 | 7-40 |
| Pump Temperature(ºC) | <55 | <55 | <55 | <55 | <55 | <55 |
| Weight(kg) | 7 | 7.5 | 10 | 10 | 20 | 13.5 |
| Diaphragm | NBR | NBR | NBR | NBR | NBR | NBR |
| Valves | NBR | NBR | NBR | NBR | NBR | NBR |
| Noise Level (DB) | <60 | <60 | <60 | <60 | <60 | <60 |
| Power Supply | 220V,50HZ | 220V,50HZ | 220V,50HZ | 220V,50HZ | 220V,50HZ | 220V,50HZ |
Product Description
“BOTH” GM Series New Diaphragm Vacuum Pump , the parts which contact with the gas are PTFE material , it’s suitable for the corrosive chemical , pharmaceutical , petrochemical gases etc . It’s used for vacuum filtration , reduced pressure distillation , rotary evaporation , vacuum concentration , centrifugal concentration , CHINAMFG phase extraction etc . It’s a very high cost performance product with quality reliability , unique structural design to meet the various needs of the laboratory.
Application
Vacuum Adsorption | Solvent Filtration | Vacuum Distillation | Vacuum Drying | Compressing and Converting Gas |SPE(Solid Phase Extraction) | Deaeration
Company Profile
Packaging & Shipping
FAQ
Q1. What is your products range?
• Industry water chiller, recirculating cooling chiller, rotary evaporator, alcohol recovery equipment, short path distillation kit, glass molecular distillation equipment, falling film evaporator, jacketed glass reactor and other lab equipment.
Q2. Are you trading company or manufacturer?
• We are professional manufacture of lab equipment and we have our own factory.
Q3. Do you provide samples? Is it free?
• Yes, we could offer the sample. Considering the high value of our products, the sample is not free, but we will give you our best price including shipping cost.
Q4. Do you have warranty?
• Yes, we offer 1 year warranty for the spare part.
Q5. How long is your delivery time?
• Generally it is within 7 working days after receiving the payment if the goods are in stock. Or it is 15 working days if thegoods are not in stock, depending on order quantity.
Q6. What is your terms of payment?
• Payment≤15,000USD, 100% in advance. Payment≥15,000USD, 70% T/T in advance, balance before shipment.
(If you are concerned about payment security for the first order, we advise you can place Trade Assurance Order via Alibaba. you will get 100% payment refund if we can’t meet agreed delivery time.)
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Service Support |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil Free |
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
| Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

Can diaphragm vacuum pumps be used in vacuum ovens and freeze-drying processes?
Yes, diaphragm vacuum pumps can be used in both vacuum ovens and freeze-drying processes. Here’s a detailed explanation:
Vacuum Ovens: Vacuum ovens are commonly used in various industries and scientific applications for drying, curing, or processing materials under low-pressure conditions. Diaphragm vacuum pumps are well-suited for vacuum oven applications due to their ability to generate and maintain the required vacuum levels. The diaphragm pump’s design, which does not require oil lubrication, makes it ideal for applications where contamination from oil vapors is a concern. The pumps can efficiently remove air and other gases from the oven chamber, creating a controlled low-pressure environment for the drying or curing process.
When selecting a diaphragm vacuum pump for a vacuum oven, several factors should be considered:
– Vacuum Level: The diaphragm pump should be capable of achieving the desired vacuum level required for the specific application. Different diaphragm pump models may have different maximum achievable vacuum levels, so it’s important to choose a pump that meets the oven’s vacuum requirements.
– Flow Rate: The flow rate of the diaphragm pump should be sufficient to maintain the desired vacuum level within the oven chamber. The pump’s flow rate should be able to handle any gas released during the drying or curing process and compensate for any minor leaks in the system.
– Chemical Compatibility: It’s essential to consider the chemical compatibility of the diaphragm pump’s materials with the substances being processed in the vacuum oven. Some diaphragm pumps are designed with chemically resistant materials, allowing them to handle corrosive or reactive gases without degradation or contamination.
Freeze-Drying Processes: Freeze-drying, also known as lyophilization, is a process used to remove moisture from products while preserving their structure and integrity. Diaphragm vacuum pumps can be employed in freeze-drying systems to create the necessary low-pressure environment for sublimation, where ice is directly converted from solid to vapor without passing through a liquid phase.
In freeze-drying processes, diaphragm vacuum pumps play a crucial role in two main stages:
– Freezing Stage: The diaphragm pump can be used to evacuate the moisture or solvent vapors released during the freezing step of the freeze-drying process. By removing these vapors, the pump helps maintain a controlled environment during freezing and prevents ice buildup on the product.
– Drying Stage: Once the product is frozen, the diaphragm vacuum pump is utilized to create a vacuum within the freeze-drying chamber. This vacuum environment allows the frozen moisture to sublime, transforming it directly from ice to vapor. The diaphragm pump continuously removes the vapor, aiding in the drying process and facilitating efficient moisture removal from the product.
Similar to vacuum oven applications, when choosing a diaphragm vacuum pump for freeze-drying processes, factors such as vacuum level capability, flow rate, and chemical compatibility should be considered. Additionally, the pump should be able to handle the potential condensable vapors generated during the sublimation process.
In summary, diaphragm vacuum pumps are suitable for use in vacuum ovens and freeze-drying processes. They can effectively create and maintain the required low-pressure environments for drying, curing, and sublimation. When selecting a diaphragm pump for these applications, factors such as vacuum level, flow rate, chemical compatibility, and the presence of condensable vapors should be taken into account to ensure optimal performance and successful operation.

How do diaphragm vacuum pumps handle condensable vapors and liquids?
Diaphragm vacuum pumps have certain mechanisms in place to handle condensable vapors and liquids encountered during operation. Here’s a detailed explanation:
When diaphragm vacuum pumps encounter condensable vapors or liquids, the following methods are typically employed to handle them:
– Condensate Traps: Diaphragm vacuum pumps often incorporate condensate traps in their design. These traps are positioned in the vacuum line and are specifically designed to capture and collect condensable vapors and liquids. The traps typically consist of a cooled surface or a series of baffles that cause the condensable substances to condense and collect in a separate reservoir, preventing them from entering the pump.
– Chemical Resistance: Diaphragm pumps are often constructed using materials that are resistant to the corrosive effects of condensable vapors and liquids. Materials such as PTFE (polytetrafluoroethylene) or other chemically resistant polymers are commonly used in the construction of diaphragm pumps to ensure compatibility with various liquids and vapors encountered in different applications.
– Separation and Filtration: In some cases, diaphragm vacuum pumps may incorporate separation and filtration mechanisms to handle condensable substances. These mechanisms can include filters or coalescing elements that help to separate the liquid or vapor from the gas stream, allowing the gas to be pumped while preventing the liquid or vapor from entering the pump.
It’s important to note that while diaphragm vacuum pumps can handle condensable vapors and liquids to a certain extent, there are limitations. If the amount of condensable substances is excessive or if the pump is not specifically designed to handle certain types of condensates, it may lead to pump performance issues or damage. In such cases, it may be necessary to implement additional vapor traps, cold traps, or other specialized equipment to effectively manage the condensable substances.
In summary, diaphragm vacuum pumps handle condensable vapors and liquids through the use of condensate traps, chemical-resistant materials, and separation/filtration mechanisms. These features help prevent the condensable substances from entering the pump and ensure reliable and efficient operation.

What are the typical applications of diaphragm vacuum pumps in laboratories and industries?
Diaphragm vacuum pumps find widespread use in laboratories and various industries due to their versatile capabilities. Here’s a detailed explanation of the typical applications of diaphragm vacuum pumps in laboratories and industries:
In Laboratories:
– Laboratory Research and Analysis: Diaphragm vacuum pumps are extensively used in laboratories for various research and analytical applications. They provide vacuum conditions necessary for techniques such as filtration, degassing, rotary evaporation, centrifugation, and vacuum ovens. Diaphragm pumps are also used in analytical instruments like gas chromatographs, mass spectrometers, and vacuum-based sample preparation systems.
– Medical and Healthcare: Diaphragm pumps are employed in medical and healthcare settings for applications such as vacuum filtration in microbiology, vacuum aspiration in clinical laboratories, vacuum sealing of sterilized containers, and vacuum drying in medical device manufacturing. They are also used in dental clinics for suction and aspiration procedures.
– Environmental Monitoring and Analysis: Diaphragm vacuum pumps play a crucial role in environmental monitoring and analysis. They are used for air sampling, gas collection, and monitoring of pollutants in ambient air or emission sources. Diaphragm pumps are utilized in environmental testing laboratories for sample preparation and analysis, such as water and soil testing.
In Industries:
– Vacuum Filtration: Diaphragm vacuum pumps are commonly used in industries for filtration processes. They create a vacuum to draw liquids through a filter medium, separating solids from the liquid. This technique is widely employed in industries such as pharmaceuticals, biotechnology, food and beverage, and chemical processing.
– Vacuum Drying and Degassing: Diaphragm pumps facilitate vacuum drying and degassing processes in industries. They help remove moisture or volatile substances from materials or products under vacuum conditions. This is crucial in industries like electronics manufacturing, automotive, aerospace, and materials science.
– Automotive and Manufacturing Processes: Diaphragm vacuum pumps find applications in automotive and manufacturing processes. They are used for vacuum-assisted molding, vacuum lifting and handling of objects, vacuum packaging, and vacuum-based testing or leak detection in components and systems.
– Semiconductor and Electronics Manufacturing: Diaphragm pumps are extensively utilized in the semiconductor and electronics industry. They provide vacuum conditions for processes such as wafer handling, thin film deposition, etching, and packaging. Diaphragm pumps are preferred due to their oil-free operation, which prevents contamination of sensitive electronic components.
These are some of the typical applications of diaphragm vacuum pumps in laboratories and industries. The versatility, oil-free operation, chemical resistance, and compact design of diaphragm pumps make them suitable for a wide range of applications, contributing to their popularity across various sectors.
editor by Dream 2024-05-09
China factory Gwsp75 High Efficiency Dry Vacuum Pump for Laboratory vacuum pump oil
Product Description
Product Description
GWSP Oil free Scroll Vacuum Pump
Working principle:
GWSP oil free scroll vacuum pump is constructed with pump head assembly, crank pin assembly, bracket assembly, air flush assembly,and exhaust valve assembly.Two spiral cylinders, 1 offset and orbiting against the other fixed with an offset of 180° to form several crescent-shaped pockets of different sizes. By means of an eccentric drive, the orbiting scroll is made to orbit about the fixed scroll, reducing the volume of the pockets and compressing gas from outside towards the inside thereby pumping the gas from vacuum chamber.
Basic informations:
1) Model: GWSP75 Oil free scroll vacuum pump
2) Ultimate vacuum pressure: 8.0Pa/0.08 mbar (abs.)
3) Max suction capacity: 50Hz-1.0L/s 60Hz-1.2L/s
Safety Precautions:
The GWSP series oil free scroll vacuum pumps are suitable for clean processes only.
Do not pump toxic, explosive, flammable or corrosive substances or substances which contain chemicals, solvents or particles.GEOWELL will not perform maintenance work on pumps which have used special gases or other hazardous substances.
Be sure the inlet gas temperature must be lower than 122 °F.
Technical Specifications
Technical Specifications:
| Model | GWSP40 | GWSP75 | GWSP150 | GWSP300 | GWSP600 | GWSP1000 | ||
| Displacement | 50Hz | l/s | 0.5 | 1.0 | 2.0 | 4.3 | 8.7 | 16.6 |
| m3/h | 1.8 | 3.6 | 7.2 | 15.5 | 31.3 | 59.8 | ||
| cfm | 1.1 | 2.1 | 4.3 | 9.3 | 18.7 | 35.8 | ||
| 60Hz | l/s | 0.6 | 1.2 | 2.4 | 5.1 | 10.4 | 20.0 | |
| m3/h | 2.2 | 4.3 | 8.6 | 18.3 | 37.4 | 71.6 | ||
| cfm | 1.3 | 2.5 | 5.1 | 10.9 | 22.3 | 42.8 | ||
| Ultimate Pressure | Torr | ≤1.1*10-1 | ≤6.0*10-2 | ≤4.5*10-2 | ≤1.9*10-2 | ≤7.5*10-3 | ≤7.5*10-3 | |
| psi | ≤2.2*10-3 | ≤1.2*10-3 | ≤9.0*10-4 | ≤3.8*10-4 | ≤1.5*10-4 | ≤1.5*10-4 | ||
| Pa | ≤15 | ≤8 | ≤6 | ≤2.6 | ≤1 | ≤1 | ||
| mbar | ≤1.5*10-1 | ≤8.0*10-2 | ≤6.0*10-2 | ≤2.6*10-2 | ≤1.0*10-2 | ≤1.0*10-2 | ||
| Noise Level | dB(A) | ≤54 | ≤57 | ≤57 | ≤60 | ≤61 | ≤65 | |
| Leakage | mbar·l/s | 1*10-7 | ||||||
| Max. Inlet/Exhaust Pressure | MPa | 0.1 / 0.13 | ||||||
| Ambient Operation Temp. | ºF | 41~104 | ||||||
| Motor 1 phase | Power | kW | 0.25 | 0.55 | 0.55 | 0.55 | 0.75 | — |
| Voltage | V | 110~115 (60Hz),200~230 (50Hz) | — | |||||
| Speed | rpm | 1425(50Hz),1725(60Hz) | — | |||||
| Plug | North America, Europe, UK/Ireland, India | — | ||||||
| Motor 3 phase | Power | kW | — | 0.55 | 0.55 | 0.55 | 0.75 | 1.5 |
| Voltage | V | — | 200~230 or 380~415 (50Hz),200~230 or 460 (60Hz) | |||||
| Speed | rpm | — | 1425 (50Hz),1725 (60Hz) | |||||
| Inlet/Exhaust Flange | KF25/KF16 | KF40/KF16 | KF40/KF16*2 | |||||
| Dimensions | 1 phase | mm | 326*212*253 | 450*260*296 | 455*260*296 | 493*297*334 | 538*315*348 | — |
| 3 phase | mm | — | 450*260*296 | 455*260*296 | 493*297*334 | 538*315*348 | 576*450*402 | |
| Net Weight | 1 phase | kg | 15 | 21 | 22 | 29 | 36 | — |
| 3 phase | kg | — | 20 | 21 | 28 | 31 | 54 | |
| Cooling Type | Air cooled | |||||||
| Others | With air flush | |||||||
Features & Benefits
Features & Benefits:
No oil clean vacuum.
No oil back-diffusion, no oil mist exhaust, provide clean vacuum environment
Wide product lineup.
Pumping speed covers 3~60 m3 /h, limited vacuum level 1~8 Pa
Suitable for all type of power supply around the world.
110/220/380/460V, 50/60Hz for choose
Low vibration, low noise.
57~65 dB(A), smooth operation
High efficiency, ease of maintenance.
No water cooled, no oil lubricated, no daily maintenance
Quality Control
CMM inspection system assures
fixed tolarance on dimension&shape
Pump Testing
Applications
Analyzing instrument and device.
Spectroscopy/scHangZhou electron microscopy.
Space environment simulation machine.
Helium Leak detector.
Mass spectrometer.
Cryopump regeneration.
Accelerators/synchrotrons.
Food and drug industry.
Freezing dryer.
Vacuum storage.
Medical equipment
Low temperature plasma sterilizer.
Vacuum storage.
Dental equipment.
Vacuum equipment.
Oil free ultrahigh vacuum unit
Oil free vacuum unit
Company Profile
Company Profile
GEOWELL VACUUM CO.,LTD. is a HI-TECH enterprise in China dedicating in manufacturing, research and development, marketing of oil free scroll vacuum pumps and vacuum compressors since 2002. GEOWELL has been providing users and partners with premium quality products that are efficient and dependable, GEOWELL believe the integration of high performance and high reliability product and service will bring the highest value to both our customers and ourselves.
FAQ
Question&Answers
Q: How long can I get the feedback after we sent the inquiry?
A: We will reply you within 12 hours in working day.
Q: Are you direct manufacturer?
A: Yes, we are direct manufacturer with factory and international department; we manufacture and sell all our products by ourselves.
Q: When can you delivery the product to us?
A: Since we are a factory with large warehouse, we have abundant products in store, so we can delivery within 7 days after get your deposit.
Q: Can I add logo to the products?
A: Of course, but we usually have quantity requirement. You can contact with us for details.
Q: How to guarantee the quality and after sales service of your products?
A: We conduct strict detection during production from raw material come in to product delivering shipment. Every product must go through 4 steps inspection from casting, machining, assembling, and performance testing within our factory before shipment, also intact packaging test are insured.
Q: What is your warranty term?
A: There is a 12 months warranty for our export products from the date of shipment. If warranty has run out, our customer should pay for the replacement part.
Q: Is the sample available?
A: Yes, usually we send our samples by Fedex, DHL, TNT, UPS, EMS, SF, Depon, it will take around 3 to 4 days for our customer receive them, but customer will charge all cost related to the samples, such as sample cost and air freight. We will refund our customer the sample cost after receiving the order.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Yes |
|---|---|
| Warranty: | 1 Years |
| Oil or Not: | Oil Free |
| Structure: | Scroll Pump |
| Exhauster Method: | a Pair of Vortex Plates |
| Vacuum Degree: | Low Vacuum |
| Customization: |
Available
|
|
|---|

Can Vacuum Pumps Be Used for Vacuum Furnaces?
Yes, vacuum pumps can be used for vacuum furnaces. Here’s a detailed explanation:
Vacuum furnaces are specialized heating systems used in various industries for heat treatment processes that require controlled environments with low or no atmospheric pressure. Vacuum pumps play a crucial role in creating and maintaining the vacuum conditions necessary for the operation of vacuum furnaces.
Here are some key points regarding the use of vacuum pumps in vacuum furnaces:
1. Vacuum Creation: Vacuum pumps are used to evacuate the furnace chamber, creating a low-pressure or near-vacuum environment. This is essential for the heat treatment processes carried out in the furnace, as it helps eliminate oxygen and other reactive gases, preventing oxidation or unwanted chemical reactions with the heated materials.
2. Pressure Control: Vacuum pumps provide the means to control and maintain the desired pressure levels within the furnace chamber during the heat treatment process. Precise pressure control is necessary to achieve the desired metallurgical and material property changes during processes such as annealing, brazing, sintering, and hardening.
3. Contamination Prevention: By removing gases and impurities from the furnace chamber, vacuum pumps help prevent contamination of the heated materials. This is particularly important in applications where cleanliness and purity of the processed materials are critical, such as in the aerospace, automotive, and medical industries.
4. Rapid Cooling: Some vacuum furnace systems incorporate rapid cooling capabilities, known as quenching. Vacuum pumps assist in facilitating the rapid cooling process by removing the heat generated during quenching, ensuring efficient cooling and minimizing distortion or other unwanted effects on the treated materials.
5. Process Flexibility: Vacuum pumps provide flexibility in the type of heat treatment processes that can be performed in vacuum furnaces. Different heat treatment techniques, such as vacuum annealing, vacuum brazing, or vacuum carburizing, require specific pressure levels and atmospheric conditions that can be achieved and maintained with the use of vacuum pumps.
6. Vacuum Pump Types: Different types of vacuum pumps can be used in vacuum furnaces, depending on the specific requirements of the heat treatment process. Commonly used vacuum pump technologies include oil-sealed rotary vane pumps, dry screw pumps, diffusion pumps, and cryogenic pumps. The choice of vacuum pump depends on factors such as required vacuum level, pumping speed, reliability, and compatibility with the process gases.
7. Maintenance and Monitoring: Proper maintenance and monitoring of vacuum pumps are essential to ensure their optimal performance and reliability. Regular inspections, lubrication, and replacement of consumables (such as oil or filters) are necessary to maintain the efficiency and longevity of the vacuum pump system.
8. Safety Considerations: Operating vacuum furnaces with vacuum pumps requires adherence to safety protocols. This includes proper handling of potentially hazardous gases or chemicals used in the heat treatment processes, as well as following safety guidelines for operating and maintaining the vacuum pump system.
Overall, vacuum pumps are integral components of vacuum furnaces, enabling the creation and maintenance of the required vacuum conditions for precise and controlled heat treatment processes. They contribute to the quality, consistency, and efficiency of the heat treatment operations performed in vacuum furnaces across a wide range of industries.

How Do Vacuum Pumps Impact the Quality of 3D Printing?
Vacuum pumps play a significant role in improving the quality and performance of 3D printing processes. Here’s a detailed explanation:
3D printing, also known as additive manufacturing, is a process of creating three-dimensional objects by depositing successive layers of material. Vacuum pumps are utilized in various aspects of 3D printing to enhance the overall quality, accuracy, and reliability of printed parts. Here are some key ways in which vacuum pumps impact 3D printing:
1. Material Handling and Filtration: Vacuum pumps are used in 3D printing systems to handle and control the flow of materials. They create the necessary suction force to transport powdered materials, such as polymers or metal powders, from storage containers to the printing chamber. Vacuum systems also assist in filtering and removing unwanted particles or impurities from the material, ensuring the purity and consistency of the feedstock. This helps to prevent clogging or contamination issues during the printing process.
2. Build Plate Adhesion: Proper adhesion of the printed object to the build plate is crucial for achieving dimensional accuracy and preventing warping or detachment during the printing process. Vacuum pumps are employed to create a vacuum environment or suction force that securely holds the build plate and ensures firm adhesion between the first layer of the printed object and the build surface. This promotes stability and minimizes the risk of layer shifting or deformation during the printing process.
3. Material Drying: Many 3D printing materials, such as filament or powdered polymers, can absorb moisture from the surrounding environment. Moisture-contaminated materials can lead to poor print quality, reduced mechanical properties, or defects in the printed parts. Vacuum pumps with integrated drying capabilities can be employed to create a low-pressure environment, effectively removing moisture from the materials before they are used in the printing process. This ensures the dryness and quality of the materials, resulting in improved print outcomes.
4. Resin Handling in Stereolithography (SLA): In SLA 3D printing, a liquid resin is selectively cured using light sources to create the desired object. Vacuum pumps are utilized to facilitate the resin handling process. They can be employed to degas or remove air bubbles from the liquid resin, ensuring a smooth and bubble-free flow during material dispensing. This helps to prevent defects and imperfections caused by trapped air or bubbles in the final printed part.
5. Enclosure Pressure Control: Some 3D printing processes, such as selective laser sintering (SLS) or binder jetting, require the printing chamber to be maintained at a specific pressure or controlled atmosphere. Vacuum pumps are used to create a controlled low-pressure or vacuum environment within the printing chamber, enabling precise pressure regulation and maintaining the desired conditions for optimal printing results. This control over the printing environment helps to prevent oxidation, improve material flow, and enhance the quality and consistency of printed parts.
6. Post-Processing and Cleaning: Vacuum pumps can also aid in post-processing steps and cleaning of 3D printed parts. For instance, in processes like support material removal or surface finishing, vacuum systems can assist in the removal of residual support structures or excess powder from printed objects. They can also be employed in vacuum-based cleaning methods, such as vapor smoothing, to achieve smoother surface finishes and enhance the aesthetics of the printed parts.
7. System Maintenance and Filtration: Vacuum pumps used in 3D printing systems require regular maintenance and proper filtration to ensure their efficient and reliable operation. Effective filtration systems within the vacuum pumps help to remove any contaminants or particles generated during printing, preventing their circulation and potential deposition on the printed parts. This helps to maintain the cleanliness of the printing environment and minimize the risk of defects or impurities in the final printed objects.
In summary, vacuum pumps have a significant impact on the quality of 3D printing. They contribute to material handling and filtration, build plate adhesion, material drying, resin handling in SLA, enclosure pressure control, post-processing and cleaning, as well as system maintenance and filtration. By utilizing vacuum pumps in these critical areas, 3D printing processes can achieve improved accuracy, dimensional stability, material quality, and overall print quality.

Can Vacuum Pumps Be Used in Food Processing?
Yes, vacuum pumps are widely used in food processing for various applications. Here’s a detailed explanation:
Vacuum pumps play a crucial role in the food processing industry by enabling the creation and maintenance of vacuum or low-pressure environments. They offer several benefits in terms of food preservation, packaging, and processing. Here are some common applications of vacuum pumps in food processing:
1. Vacuum Packaging: Vacuum pumps are extensively used in vacuum packaging processes. Vacuum packaging involves removing air from the packaging container to create a vacuum-sealed environment. This process helps extend the shelf life of food products by inhibiting the growth of spoilage-causing microorganisms and reducing oxidation. Vacuum pumps are used to evacuate the air from the packaging, ensuring a tight seal and maintaining the quality and freshness of the food.
2. Freeze Drying: Vacuum pumps are essential in freeze drying or lyophilization processes used in food processing. Freeze drying involves removing moisture from food products while they are frozen, preserving their texture, flavor, and nutritional content. Vacuum pumps create a low-pressure environment that allows frozen water to directly sublimate from solid to vapor, resulting in the removal of moisture from the food without causing damage or loss of quality.
3. Vacuum Cooling: Vacuum pumps are utilized in vacuum cooling processes for rapid and efficient cooling of food products. Vacuum cooling involves placing the food in a vacuum chamber and reducing the pressure. This lowers the boiling point of water, facilitating the rapid evaporation of moisture and heat from the food, thereby cooling it quickly. Vacuum cooling helps maintain the freshness, texture, and quality of delicate food items such as fruits, vegetables, and bakery products.
4. Vacuum Concentration: Vacuum pumps are employed in vacuum concentration processes in the food industry. Vacuum concentration involves removing excess moisture from liquid food products to increase their solids content. By creating a vacuum, the boiling point of the liquid is reduced, allowing for gentle evaporation of water while preserving the desired flavors, nutrients, and viscosity of the product. Vacuum concentration is commonly used in the production of juices, sauces, and concentrates.
5. Vacuum Mixing and Deaeration: Vacuum pumps are used in mixing and deaeration processes in food processing. In the production of certain food products such as chocolates, confectioneries, and sauces, vacuum mixing is employed to remove air bubbles, achieve homogeneity, and improve product texture. Vacuum pumps aid in the removal of entrapped air and gases, resulting in smooth and uniform food products.
6. Vacuum Filtration: Vacuum pumps are utilized in food processing for vacuum filtration applications. Vacuum filtration involves separating solids from liquids or gases using a filter medium. Vacuum pumps create suction that draws the liquid or gas through the filter, leaving behind the solid particles. Vacuum filtration is commonly used in processes such as clarifying liquids, removing impurities, and separating solids from liquids in the production of beverages, oils, and dairy products.
7. Marinating and Brining: Vacuum pumps are employed in marinating and brining processes in the food industry. By applying a vacuum to the marinating or brining container, the pressure is reduced, allowing the marinade or brine to penetrate the food more efficiently. Vacuum marinating and brining help enhance flavor absorption, reduce marinating time, and improve the overall taste and texture of the food.
8. Controlled Atmosphere Packaging: Vacuum pumps are used in controlled atmosphere packaging (CAP) systems in the food industry. CAP involves modifying the gas composition within food packaging to extend the shelf life and maintain the quality of perishable products. Vacuum pumps aid in the removal of oxygen or other unwanted gases from the package, allowing the introduction of a desired gas mixture that preserves the food’s freshness and inhibits microbial growth.
These are just a few examples of how vacuum pumps are used in food processing. The ability to create and control vacuum or low-pressure environments is a valuable asset in preserving food quality, enhancing shelf life, and facilitating various processing techniques in the food industry.
editor by Dream 2024-05-08
China factory Low Noise Corrosion-Resistant Pump Laboratory Diaphragm Vacuum Pump vacuum pump for ac
Product Description
Product Parameters
| Model | HB-20 | |||
| Voltage / Frequency | 220V50HZ | |||
| Power | 120W | |||
| Pump Head Type | Two-stage pump | |||
| Ultimate Vacuum | 6-8mbar | |||
| Operating Pressure | ≤1bar | |||
| Flow | ≤20L/Min | |||
| Connection Specification | 10mm | |||
| Medium and Ambient Temperature | 5ºC~40ºC | |||
| Vacuum Gauge | No vacuum regulator | |||
| Dimensions (LXWXH) | 315x165x210mm | |||
| Weight | 9.5KG | |||
| Relative Humidity | ≤80% | |||
| Pump Head Material | PTFE | |||
| Composite Diaphragm Material | HNBR+PTFE(Customized) | |||
| Valve Material | FKM ,FFPM(Customized) | |||
| Solid Discharge Valve | With | |||
| Work System | Continuously working | |||
| Noise | ≤55db | |||
| Rated Speed | 1450RPM | |||
Product Description
Oil-free Vacuum Diaphragm Pump is a two-stage pump with gas as the medium. All parts in contact with the gas are made of polytetrafluoroethylene (PTFE). It has high corrosion resistance and a wide range of applications. It can completely replace water circulation pumps and is suitable for chemical Treatment of corrosive gases in the pharmaceutical, petrochemical and other industries, such as oil filtration, vacuum distillation, rotary evaporation, vacuum concentration, centrifugal concentration, CHINAMFG extraction, etc.
Company Profile
Packaging & Shipping
FAQ
Q1. What is your products range?
• Industry water chiller, recirculating cooling chiller, rotary evaporator, alcohol recovery equipment, short path distillation kit, glass molecular distillation equipment, falling film evaporator, jacketed glass reactor and other lab equipment.
Q2. Are you trading company or manufacturer?
• We are professional manufacture of lab equipment and we have our own factory.
Q3. Do you provide samples? Is it free?
• Yes, we could offer the sample. Considering the high value of our products, the sample is not free, but we will give you our best price including shipping cost.
Q4. Do you have warranty?
• Yes, we offer 1 year warranty for the spare part.
Q5. How long is your delivery time?
• Generally it is within 7 working days after receiving the payment if the goods are in stock. Or it is 15 working days if thegoods are not in stock, depending on order quantity.
Q6. What is your terms of payment?
• Payment≤15,000USD, 100% in advance. Payment≥15,000USD, 70% T/T in advance, balance before shipment.
(If you are concerned about payment security for the first order, we advise you can place Trade Assurance Order via Alibaba. you will get 100% payment refund if we can’t meet agreed delivery time.)
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Service Support |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil Free |
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
| Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

Are diaphragm vacuum pumps environmentally friendly and compliant with regulations?
Diaphragm vacuum pumps are generally considered to be environmentally friendly and compliant with regulations. Here’s a detailed explanation:
Environmental Friendliness: Diaphragm vacuum pumps offer several features that contribute to their environmental friendliness:
– No Oil Lubrication: Diaphragm pumps operate without the need for oil lubrication, which eliminates the risk of oil contamination in the vacuum system. This is particularly important in applications where oil vapor contamination could affect product quality or pose environmental hazards. The absence of oil lubrication also reduces the need for oil changes and disposal, resulting in lower environmental impact.
– Low Noise Emission: Diaphragm pumps are known for their relatively quiet operation compared to other types of vacuum pumps. The reduced noise emission makes them more environmentally friendly, particularly in settings where noise pollution needs to be minimized.
– Energy Efficiency: Diaphragm vacuum pumps can be designed to be energy-efficient, consuming less electrical power compared to other vacuum pump types. Reduced energy consumption not only contributes to cost savings but also helps reduce the overall environmental impact associated with energy usage.
– Chemical Compatibility: Diaphragm pumps are available in models constructed with chemically resistant materials. This allows them to handle corrosive gases or chemical vapors without degradation or release of harmful substances, further ensuring environmental compatibility.
Regulatory Compliance: Diaphragm vacuum pumps are designed and manufactured to meet regulatory standards and requirements. They are commonly used in various industries and applications where compliance with environmental and safety regulations is crucial. Some specific regulations that diaphragm vacuum pumps may comply with include:
– Restriction of Hazardous Substances (RoHS): Diaphragm pumps are often manufactured to comply with RoHS directives, which restrict the use of hazardous substances such as lead, mercury, cadmium, and certain flame retardants in electrical and electronic equipment.
– CE Marking: Diaphragm pumps intended for sale within the European Economic Area (EEA) are required to bear the CE marking, indicating compliance with relevant European Union (EU) directives related to health, safety, and environmental protection.
– International Electrotechnical Commission (IEC) Standards: Diaphragm vacuum pumps may adhere to specific IEC standards that ensure their safety, performance, and environmental compatibility.
It’s important to note that while diaphragm vacuum pumps are generally considered environmentally friendly and compliant with regulations, it’s essential to select pumps from reputable manufacturers and suppliers. This ensures that the pumps meet the necessary standards and certifications applicable to a specific industry or application.
In summary, diaphragm vacuum pumps are environmentally friendly due to their oil-free operation, low noise emission, energy efficiency, and chemical compatibility. They are designed and manufactured to comply with regulatory standards and requirements, such as RoHS directives, CE marking, and IEC standards. When choosing diaphragm vacuum pumps, it’s advisable to verify that they come from reliable sources and meet the necessary certifications for your specific application to ensure environmental compatibility and regulatory compliance.
How do diaphragm vacuum pumps handle condensable vapors and liquids?
Diaphragm vacuum pumps have certain mechanisms in place to handle condensable vapors and liquids encountered during operation. Here’s a detailed explanation:
When diaphragm vacuum pumps encounter condensable vapors or liquids, the following methods are typically employed to handle them:
– Condensate Traps: Diaphragm vacuum pumps often incorporate condensate traps in their design. These traps are positioned in the vacuum line and are specifically designed to capture and collect condensable vapors and liquids. The traps typically consist of a cooled surface or a series of baffles that cause the condensable substances to condense and collect in a separate reservoir, preventing them from entering the pump.
– Chemical Resistance: Diaphragm pumps are often constructed using materials that are resistant to the corrosive effects of condensable vapors and liquids. Materials such as PTFE (polytetrafluoroethylene) or other chemically resistant polymers are commonly used in the construction of diaphragm pumps to ensure compatibility with various liquids and vapors encountered in different applications.
– Separation and Filtration: In some cases, diaphragm vacuum pumps may incorporate separation and filtration mechanisms to handle condensable substances. These mechanisms can include filters or coalescing elements that help to separate the liquid or vapor from the gas stream, allowing the gas to be pumped while preventing the liquid or vapor from entering the pump.
It’s important to note that while diaphragm vacuum pumps can handle condensable vapors and liquids to a certain extent, there are limitations. If the amount of condensable substances is excessive or if the pump is not specifically designed to handle certain types of condensates, it may lead to pump performance issues or damage. In such cases, it may be necessary to implement additional vapor traps, cold traps, or other specialized equipment to effectively manage the condensable substances.
In summary, diaphragm vacuum pumps handle condensable vapors and liquids through the use of condensate traps, chemical-resistant materials, and separation/filtration mechanisms. These features help prevent the condensable substances from entering the pump and ensure reliable and efficient operation.
What are the typical applications of diaphragm vacuum pumps in laboratories and industries?
Diaphragm vacuum pumps find widespread use in laboratories and various industries due to their versatile capabilities. Here’s a detailed explanation of the typical applications of diaphragm vacuum pumps in laboratories and industries:
In Laboratories:
– Laboratory Research and Analysis: Diaphragm vacuum pumps are extensively used in laboratories for various research and analytical applications. They provide vacuum conditions necessary for techniques such as filtration, degassing, rotary evaporation, centrifugation, and vacuum ovens. Diaphragm pumps are also used in analytical instruments like gas chromatographs, mass spectrometers, and vacuum-based sample preparation systems.
– Medical and Healthcare: Diaphragm pumps are employed in medical and healthcare settings for applications such as vacuum filtration in microbiology, vacuum aspiration in clinical laboratories, vacuum sealing of sterilized containers, and vacuum drying in medical device manufacturing. They are also used in dental clinics for suction and aspiration procedures.
– Environmental Monitoring and Analysis: Diaphragm vacuum pumps play a crucial role in environmental monitoring and analysis. They are used for air sampling, gas collection, and monitoring of pollutants in ambient air or emission sources. Diaphragm pumps are utilized in environmental testing laboratories for sample preparation and analysis, such as water and soil testing.
In Industries:
– Vacuum Filtration: Diaphragm vacuum pumps are commonly used in industries for filtration processes. They create a vacuum to draw liquids through a filter medium, separating solids from the liquid. This technique is widely employed in industries such as pharmaceuticals, biotechnology, food and beverage, and chemical processing.
– Vacuum Drying and Degassing: Diaphragm pumps facilitate vacuum drying and degassing processes in industries. They help remove moisture or volatile substances from materials or products under vacuum conditions. This is crucial in industries like electronics manufacturing, automotive, aerospace, and materials science.
– Automotive and Manufacturing Processes: Diaphragm vacuum pumps find applications in automotive and manufacturing processes. They are used for vacuum-assisted molding, vacuum lifting and handling of objects, vacuum packaging, and vacuum-based testing or leak detection in components and systems.
– Semiconductor and Electronics Manufacturing: Diaphragm pumps are extensively utilized in the semiconductor and electronics industry. They provide vacuum conditions for processes such as wafer handling, thin film deposition, etching, and packaging. Diaphragm pumps are preferred due to their oil-free operation, which prevents contamination of sensitive electronic components.
These are some of the typical applications of diaphragm vacuum pumps in laboratories and industries. The versatility, oil-free operation, chemical resistance, and compact design of diaphragm pumps make them suitable for a wide range of applications, contributing to their popularity across various sectors.
editor by Dream 2024-05-03
China Professional GM-0.2 Laboratory Use Diaphragm Oil Free Vacuum Pump vacuum pump
Product Description
Product Description
Introduction of GM-0.20
GM-0.20 diaphragm vacuum pump has features of more advanced design, higher efficiency, longer operating life. It is an all new product engaging in the new and high technology. It is mainly used in medicinal products analysis, tenuously chemical engineering, biochemical pharmacy, food examination, investigating and solving criminal case, etc. It is an ideal product used with the high-accuracy chromatogram apparatus and HPLC solvent filter, and it is the essential equipment in the laboratory.
GM-0.20 diaphragm vacuum pump is made of aluminum alloy through die casting. It is antiseptic, sprayed, agile and beautiful. It has the features of higher antisepsis, wider working range. It can be used in all kinds of working environments.
Product Parameters
Technique parameter
|
Speed of Evacuation(L/Min) |
12 |
Temp of the body(°C) |
<55 |
|
Ultimate pressure Vacuum |
≥0.075Mpa 250mbar |
Dimensions (L x B x H)(mm) |
195×98×156 |
|
Pressure |
≥30 Psi |
Noise Level(DB) |
<50 |
|
Inlet (mm) Outlet (mm) |
φ6 φ6 |
Weight(Kg) |
4 |
|
Motor Power(w) |
75 |
Pump Head |
Nylon |
|
Temperature of working environment(°C) |
7-40 |
Function |
Vacuum & Pressure |
Packaging & Shipping
Package & Dimension:
Company Profile
Certification:
FAQ
1. Are you the factory?
Yes, we’re.
Established in 2008, we manufacture rotary evaporator, jacketed glass reactor, chiller etc.
2. What is the delivery time?
Generally speaking, the delivery time is 7-10 days for regular products. For the customized instrument, about 10~20 days is needed.
3. What’s the warranty period? How do you provide this?
One year (12 months).
We have very strict inspection and testing to make sure the instruments which you received are high-quality and reliable.
If there’s any problem, we’ll provide you the on line solution in 12 hours. If the problem is caused by accessory, we’ll provide you the spare parts for free. If the problem is caused by the instrument quality, and cannot be repaired, we’ll ship you the new one.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Yes(Except The Consumbles) |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil Free |
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | Low Vacuum |
| Customization: |
Available
|
|
|---|
What safety features are typically integrated into diaphragm vacuum pump systems?
Diaphragm vacuum pump systems typically incorporate various safety features to ensure safe operation and protect both the users and the equipment. Here’s a detailed explanation:
1. Overpressure Protection: Diaphragm vacuum pump systems often include overpressure protection mechanisms to prevent excessive pressure buildup. These mechanisms can be in the form of pressure relief valves or pressure sensors that automatically shut off the pump or release excess pressure if it exceeds the predefined limits. Overpressure protection safeguards the system from potential damage and reduces the risk of accidents or equipment failure.
2. Thermal Protection: Thermal protection features are designed to prevent the pump from overheating. Diaphragm pumps can generate heat during operation, especially in continuous or intensive use. Thermal protection mechanisms, such as thermal switches or temperature sensors, monitor the pump’s temperature and automatically shut it down or activate cooling systems if the temperature exceeds safe limits. This helps prevent damage to the pump and reduces the risk of fire or other safety hazards.
3. Leak Detection: Diaphragm vacuum pump systems may incorporate leak detection mechanisms to alert users in case of any air or gas leakage. These mechanisms can include pressure sensors or flow sensors that monitor the system’s integrity. If a leak is detected, visual or audible alarms may be triggered, indicating the need for immediate attention and repair to maintain the system’s efficiency and prevent the release of potentially harmful substances into the environment.
4. Electrical Safety: Diaphragm pump systems have electrical safety features to protect against electrical hazards. This includes measures such as ground fault circuit interrupters (GFCI) or residual current devices (RCD) that detect and interrupt electrical faults, preventing electric shocks or short circuits. Proper grounding and insulation of electrical components are also important safety considerations in diaphragm pump systems.
5. Emergency Stop: Many diaphragm pump systems are equipped with an emergency stop button or switch that allows users to quickly shut down the pump in case of an emergency or hazardous situation. The emergency stop feature provides a convenient and immediate means to halt pump operation, ensuring the safety of the users and preventing further risks or damages.
6. System Monitoring and Alarms: Advanced diaphragm pump systems may incorporate monitoring features that continuously assess the system’s performance and provide real-time feedback. This can include monitoring parameters such as vacuum levels, temperature, pressure, or flow rates. Alarms or visual indicators are often integrated to alert users in case of deviations from normal operating conditions, enabling prompt corrective actions and preventing potential safety issues.
It’s important to note that the specific safety features integrated into diaphragm vacuum pump systems may vary depending on the manufacturer, model, and intended application. Users should carefully review the product documentation and follow the manufacturer’s instructions regarding safety precautions, installation requirements, and maintenance procedures to ensure safe and proper use of the equipment.
In summary, diaphragm vacuum pump systems typically incorporate safety features such as overpressure protection, thermal protection, leak detection, electrical safety measures, emergency stop functionalities, and system monitoring with alarms. These safety features aim to protect users, prevent equipment damage, and ensure the safe and reliable operation of the diaphragm pump system.

What is the ultimate vacuum level that diaphragm vacuum pumps can achieve?
Diaphragm vacuum pumps are capable of achieving moderate vacuum levels, but their ultimate vacuum level is limited compared to certain high-performance vacuum pumps. Here’s a detailed explanation:
Typically, diaphragm vacuum pumps can achieve vacuum levels up to about 1 torr or 1 mbar. This level of vacuum is suitable for applications that require low to medium vacuum conditions.
Diaphragm pumps operate based on the reciprocating motion of a flexible diaphragm, which creates the pumping action. However, due to the nature of their design, diaphragm pumps may encounter limitations in achieving extremely high vacuum levels. The diaphragm’s mechanical motion and the presence of clearance gaps in the valves and other internal components can restrict the pump’s ability to reach ultra-high vacuum ranges.
In contrast, other types of vacuum pumps, such as rotary vane pumps or turbo molecular pumps, are specifically designed to achieve much higher vacuum levels. Rotary vane pumps can typically achieve vacuum levels in the range of 10^-3 to 10^-4 torr, while turbo molecular pumps can extend into the ultra-high vacuum range of 10^-9 to 10^-10 torr.
It’s important to consider the specific vacuum level requirements of the application when choosing a vacuum pump. While diaphragm vacuum pumps may have limitations in terms of ultimate vacuum level, they offer other advantages such as oil-free operation, chemical resistance, and cost-effectiveness, making them suitable for a wide range of applications that do not require extreme vacuum levels.
How do diaphragm vacuum pumps compare to other types of vacuum pumps in terms of performance?
When comparing diaphragm vacuum pumps to other types of vacuum pumps, several factors come into play that affect their performance. Here’s a detailed explanation of how diaphragm vacuum pumps compare to other types in terms of performance:
1. Vacuum Level:
Diaphragm vacuum pumps are capable of generating moderate vacuum levels, typically up to about 1 torr or 1 mbar. This makes them suitable for applications that require low to medium vacuum conditions. In comparison, other types of vacuum pumps such as rotary vane pumps or turbo molecular pumps can achieve much higher vacuum levels, extending into the ultra-high vacuum range.
2. Flow Rate:
Diaphragm vacuum pumps offer relatively lower flow rates compared to some other types of pumps. Their flow rates are typically in the range of a few liters per minute. This makes them well-suited for applications that require lower flow rates or when working with small sample sizes. However, if high flow rates are required, other types of pumps like rotary vane pumps or scroll pumps may be more suitable.
3. Contamination and Oil-Free Operation:
One significant advantage of diaphragm vacuum pumps is their oil-free operation. They do not require lubricating oil, which eliminates the risk of oil contamination in the pumped gas or vacuum environment. In comparison, oil-sealed pumps such as rotary vane pumps or oil diffusion pumps use oil as a lubricant and sealing medium, which can introduce oil vapor or particles into the vacuum system. This makes diaphragm pumps preferred in applications that require clean and uncontaminated vacuum conditions.
4. Chemical Resistance:
Diaphragm pumps are often designed with materials that offer excellent chemical resistance. This allows them to handle corrosive or reactive gases without degradation or contamination. In contrast, some other types of pumps may not be compatible with certain aggressive chemicals or may require additional protective measures. Diaphragm pumps are thus advantageous in applications that involve chemical processing or handling of corrosive gases.
5. Noise Level:
Diaphragm vacuum pumps are known for their quiet operation compared to many other types of pumps. The reduced noise level contributes to a more comfortable working environment, making them suitable for applications where noise pollution needs to be minimized, such as laboratories or research facilities.
6. Maintenance and Lifespan:
Diaphragm vacuum pumps generally have relatively simple designs and require minimal maintenance. They do not have wearing parts like vanes or pistons that require regular replacement. This results in lower maintenance costs and longer lifespans compared to some other types of pumps. However, it’s important to note that the diaphragm itself may need periodic replacement due to wear and tear.
7. Cost:
Diaphragm vacuum pumps are typically more cost-effective compared to certain high-performance vacuum pumps such as turbo molecular pumps. They provide a good balance between performance and cost, making them suitable for a wide range of applications that do not require extreme vacuum levels or high flow rates.
It’s important to consider the specific requirements of the application when choosing a vacuum pump. While diaphragm vacuum pumps may have some limitations in terms of vacuum level and flow rate compared to other types, their advantages in areas such as oil-free operation, chemical resistance, low noise, and cost-effectiveness make them a preferred choice in many applications.
editor by Dream 2024-05-02
China Custom Micro Diaphragm Pump Corrosion Resistant Vacuum Pump for Laboratory vacuum pump
Product Description
Laboratory Mini Diaphragm Vacuum Pump Electric Diaphragm Pumps
Features of rotary vane vacuum pump:
1, corrosion resistance: Anti-corrosion resistant vacuum pump uses a special diaphragm (diaphragm surface composite PTFE coating) and pump head design, including all joints and pipelines, to ensure that the part in contact with the gas part are imported PTFE material, so it can resist most of the corrosive gas; At the same time the electrical switch and the shell also do corrosion prevention treatment, especially on the transmission mechanism and circuit part of the use of corrosion resistant materials to form a closed space, completely isolated from the outside environment, so that the vacuum pump can not only withstand corrosive medium, but also can be perfectly suitable for corrosive environment, completely solve the problem of chemical corrosion resistance of the vacuum pump.
2, no pollution, no maintenance: diaphragm vacuum pump can achieve complete solvent recovery, eliminate toxic and harmful organic solvent pollution to the environment and the health of the operator and nearby personnel, even if the mixed solvent can also be highly recycled; Diaphragm pump is a dry pump without water and oil, so that the laboratory becomes clean and quiet, the user does not need regular cleaning, pipe change, water change and other maintenance work, diaphragm vacuum pump to achieve 100% maintenance free;
3, low noise, low vibration: corrosion resistant vacuum pump adopts motor direct drive power transmission, no intermediate transmission parts, coupled with the diaphragm low stroke, low noise characteristics, so the product noise can be kept below 70dB;
4, overheating protection: each product is equipped with a temperature protection switch, when the internal temperature of the body is too high, it will automatically stop, Such as temperature cooling after starting , to ensure the stability and safety of the syste.
Product Parameters
| Mode | VB20 | VB40 | VB60 |
| Reted voltage/frequency | 220V/50Hz | 220V/50Hz | 220V/50Hz |
| Rated power | 120W | 240W | 375W |
| Pump head type | Double-stage pump | ||
| Limiting vacuum degree | 8mbar | ||
| Operating vacuum degree | 15-20mbar | ||
| Maximum Operating pressure | 1bar | ||
| Maximum flow | 20L/min | 40L/min | 60L/min |
| The interface specification | 10MM | 12MM | |
| Medium and ambient temperature | 5ºC~40ºC | ||
| Ambient relative humidity | <80% | ||
| Pump head material | PTFE | ||
| Composite Diaphragm material | HNBR+PTFE(Can be custemised accorading to custome requirments) | ||
| Valve material | FKM EFPM(Can be custemised accorading to custome requirments) | ||
| Vacuum gauge | With vacuum regulating valve | without | |
| Working time | Continuous work | ||
| Noice | <70dB | ||
| Rated ratorating speed | 1450RPM | 1450RPM | 1450RPM |
| Overall dimension | 315*165*210 | 320*170*210 | 360*295*225mm |
| Weight | 96kg | 11kg | 18kg |
Packaging & Shipping
Package Detail
1) Wooden packing
2) The goods can be shipped by sea, air or train, small goods or spare parts will be shipped by express.
3) You can choose your own freight forwardwe as well.
4) Door to Door Delivery to save your energy and time. We’ll take the all risks during transportation.
Shipping Details
1) AMERICA:3-8 working days.
2) ASIAN:3-8 working days.
3) EUROPE:5-10 working days.
4) OCEANIA:4-9 working days.
5) AFRICA:7-13woring day.
Application Field
Company Profile
i’an Xihu (West Lake) Dis. Biotechnology Co., Ltd, is a famous manufacturer of Lab equipment located in the central China. Now has XIHU (WEST LAKE) DIS., CHINAMFG 2 CHINAMFG brand trademarks. The main products include ultra-high temperature and high pressure reactor, high pressure photochemical reactor, supercritical high pressure reactor, high pressure glass reactor, micro high pressure reactor, high pressure ultrasonic reactor, Ultra-high temperature hydrothermal synthesis reactor, photocatalytic reactor, visual catalytic reactor, hydrothermal synthesis reactor, rotary evaporator, parallel synthesis reactor, high and low temperature circulator, high and low temperature high pressure tubular reactor and other equipment and so on.
Specialize in this field for more than 20 years,TKA brand instrument has own high reputation in more than 70 countries and regions, provide technical support for tens of thousands organizations to solve problems within their research, special for university, research institutes, industries, inspection agencies, etc. Promoting technology progress and improving human life is CHINAMFG social mission.
Exhibition Show
FAQ
Q1:Are you trading company or manufacturer?
A1:We are professional manufacture of lab equipment and we have our own factory which is a high-tech enterprise integrating R&D, production and sales. And welcome to visit our factory.
Q2: How long is your delivery time?
A2: Usually, delivery time is 30-45 days after receiving your payment.
Q3:How to shipping the replacement parts?
A3:We will according the actual situation to choose the suitable shipping ways. For small parts we shippin by Express.
Q4: How about your quality warranty ?
A4: Normally all CHINAMFG products are supplied with a warranty of 12 Months from the date of shipment.
Q5: Do you accept OEM and ODM orders?
A5: Yes,We accept.
Q6:What is your terms of payment?
A6:Payment≤15,000USD, 100% in advance. Payment≥15,000USD, 70% T/T in advance, balance before shipment.
(If you are concerned about payment security for the first order, we advise you can place Trade Assurance Order via Made in China. you will get 100% payment refund if we can’t meet agreed delivery time.)
Q7:Can we visit your factory?
A7: Welcome visit our factory.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Technical Support |
|---|---|
| Warranty: | 1year |
| Oil or Not: | Oil Free |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Customization: |
Available
|
|
|---|
Can diaphragm vacuum pumps be used in vacuum ovens and freeze-drying processes?
Yes, diaphragm vacuum pumps can be used in both vacuum ovens and freeze-drying processes. Here’s a detailed explanation:
Vacuum Ovens: Vacuum ovens are commonly used in various industries and scientific applications for drying, curing, or processing materials under low-pressure conditions. Diaphragm vacuum pumps are well-suited for vacuum oven applications due to their ability to generate and maintain the required vacuum levels. The diaphragm pump’s design, which does not require oil lubrication, makes it ideal for applications where contamination from oil vapors is a concern. The pumps can efficiently remove air and other gases from the oven chamber, creating a controlled low-pressure environment for the drying or curing process.
When selecting a diaphragm vacuum pump for a vacuum oven, several factors should be considered:
– Vacuum Level: The diaphragm pump should be capable of achieving the desired vacuum level required for the specific application. Different diaphragm pump models may have different maximum achievable vacuum levels, so it’s important to choose a pump that meets the oven’s vacuum requirements.
– Flow Rate: The flow rate of the diaphragm pump should be sufficient to maintain the desired vacuum level within the oven chamber. The pump’s flow rate should be able to handle any gas released during the drying or curing process and compensate for any minor leaks in the system.
– Chemical Compatibility: It’s essential to consider the chemical compatibility of the diaphragm pump’s materials with the substances being processed in the vacuum oven. Some diaphragm pumps are designed with chemically resistant materials, allowing them to handle corrosive or reactive gases without degradation or contamination.
Freeze-Drying Processes: Freeze-drying, also known as lyophilization, is a process used to remove moisture from products while preserving their structure and integrity. Diaphragm vacuum pumps can be employed in freeze-drying systems to create the necessary low-pressure environment for sublimation, where ice is directly converted from solid to vapor without passing through a liquid phase.
In freeze-drying processes, diaphragm vacuum pumps play a crucial role in two main stages:
– Freezing Stage: The diaphragm pump can be used to evacuate the moisture or solvent vapors released during the freezing step of the freeze-drying process. By removing these vapors, the pump helps maintain a controlled environment during freezing and prevents ice buildup on the product.
– Drying Stage: Once the product is frozen, the diaphragm vacuum pump is utilized to create a vacuum within the freeze-drying chamber. This vacuum environment allows the frozen moisture to sublime, transforming it directly from ice to vapor. The diaphragm pump continuously removes the vapor, aiding in the drying process and facilitating efficient moisture removal from the product.
Similar to vacuum oven applications, when choosing a diaphragm vacuum pump for freeze-drying processes, factors such as vacuum level capability, flow rate, and chemical compatibility should be considered. Additionally, the pump should be able to handle the potential condensable vapors generated during the sublimation process.
In summary, diaphragm vacuum pumps are suitable for use in vacuum ovens and freeze-drying processes. They can effectively create and maintain the required low-pressure environments for drying, curing, and sublimation. When selecting a diaphragm pump for these applications, factors such as vacuum level, flow rate, chemical compatibility, and the presence of condensable vapors should be taken into account to ensure optimal performance and successful operation.

Can diaphragm vacuum pumps be used in vacuum filtration setups?
Yes, diaphragm vacuum pumps are commonly used in vacuum filtration setups. Here’s a detailed explanation:
Vacuum filtration is a widely used technique in various fields, including laboratory research, pharmaceutical manufacturing, and industrial processes. It involves applying a vacuum to a filter apparatus to facilitate the separation of solids from liquids or gases.
Diaphragm vacuum pumps are well-suited for vacuum filtration setups due to the following reasons:
– Oil-Free Operation: Diaphragm pumps operate without the need for oil lubrication. This oil-free operation is particularly advantageous in vacuum filtration, as it eliminates the risk of oil contamination that could interfere with the filtration process or contaminate the filtrate.
– Chemical Compatibility: Diaphragm pumps are available in various chemically resistant materials such as PTFE (polytetrafluoroethylene) or other corrosion-resistant polymers. This allows them to handle a wide range of filtration applications involving different chemicals or solvents without the risk of material degradation.
– Adjustable Vacuum Levels: Diaphragm vacuum pumps offer adjustable vacuum levels, allowing users to control and optimize the filtration process. The vacuum level can be adjusted based on the specific filtration requirements, such as the nature of the filter medium, the volume of the sample, or the desired filtration rate.
– Compact and Portable: Diaphragm vacuum pumps are often compact and lightweight, making them suitable for benchtop or portable filtration setups. Their small footprint and ease of operation make them convenient for use in various laboratory or field applications.
When using diaphragm vacuum pumps in vacuum filtration setups, it’s important to consider the following factors:
– Flow Rate: Diaphragm pumps are available in different flow rate capacities. It’s essential to select a pump with an appropriate flow rate to ensure efficient filtration without excessive filtration time or clogging of the filter media.
– Compatibility with Filtration Apparatus: Diaphragm pumps should be compatible with the specific filtration apparatus being used, including the filter flask, filter holder, and associated tubing or connectors. Ensuring proper compatibility and airtight connections is crucial for achieving effective vacuum filtration.
In summary, diaphragm vacuum pumps are well-suited for vacuum filtration setups due to their oil-free operation, chemical compatibility, adjustable vacuum levels, and compact design. They offer reliable and efficient performance in a wide range of filtration applications, making them a popular choice in laboratories, pharmaceutical manufacturing, and industrial processes.
Can diaphragm vacuum pumps handle both corrosive and non-corrosive gases?
Diaphragm vacuum pumps have the capability to handle both corrosive and non-corrosive gases, depending on their design and construction. Here’s a detailed explanation:
Diaphragm pumps are often designed with materials that offer excellent chemical resistance. The wetted parts of the pump, including the diaphragm, valves, and other components that come into contact with the pumped gas, are typically made of chemically resistant materials such as rubber or elastomer. This allows diaphragm vacuum pumps to handle corrosive gases without degradation or contamination.
When used with corrosive gases, it’s essential to ensure that the diaphragm pump is specifically designed and constructed for compatibility with those gases. Different types of diaphragm materials may be available to accommodate various corrosive gases, such as fluorocarbon-based diaphragms for highly aggressive chemicals.
Furthermore, diaphragm pumps can also handle non-corrosive gases effectively. The same chemical resistance that allows them to handle corrosive gases also makes them suitable for non-corrosive gases. Whether it’s vacuum filtration, vacuum drying, degassing, or other applications involving non-corrosive gases, diaphragm pumps can provide reliable and efficient vacuum generation.
It’s important to note that while diaphragm vacuum pumps can handle a wide range of gases, there may be limitations in terms of compatibility with extremely aggressive chemicals or gases at high temperatures or pressures. In such cases, it’s crucial to consult the pump manufacturer’s specifications and guidelines to ensure that the pump is suitable for the specific gas or application.
Overall, diaphragm vacuum pumps offer the advantage of handling both corrosive and non-corrosive gases, making them versatile for various laboratory and industrial applications that involve different types of gases.
editor by Dream 2024-05-02
China best -26hg’ ’ Silent Oilless Vacuum Pump for Laboratory Cleaning vacuum pump electric
Product Description
Product Parameters
Complete solution leader in oilless air pump field
* Oilless operation
* Permanently lubricated bearings
* High performance piston seal
* Die-cast aluminum components
* Thin wall, hard coated aluminum cylinder
* Dynamically balanced
* Twin headed rock piston
* RoHS compliant
* Safety ETL certificated
| NOTE: All test values are nominal and for reference only. They are not guaranteed maximum or minimum limits, nor do they imply mean or median. | |
| Model Number | SMV-50 |
| Performance Data | |
| Head configuration | Pressure parallel flow |
| Nominal voltage/frequency | 220V/50HZ |
| Max. Current | 0.75A |
| Max. Power | 160W |
| Max. Flow | 50L/MIN |
| Max. Vacuum | -88Kpa |
| Speed at rated load | 1400RPM |
| Noise | <52dB |
| Max.Pressure restart | 0 PSI |
| Electrical Data | |
| Motor type[Capacitance] | P.S.C(4.5uF) |
| Motor insulation class | B |
| Thermal switch[Open temperature] | Thermally protected(145°C) |
| Line lead wire color,gauge | Brown(hot),blue(neutral),18AWG |
| Capacitor lead wire color,gauge | Black,black,18 AWG |
| General Data | |
| Operating ambient air temperature | 50° to 104°F(10° to 40°C) |
| Safety certification | ETL |
| Dimension(LXWXH) | 168X99X150 MM |
| Installation size | 105X70 MM |
| Net weight | 3.5KG |
| Application | Medical suctions, lab,vacuum packaing etc. |
Detailed Photos
Our Advantages
*Bearing
1.Standard product with ERB bearing, 14000 hours operation. 2.Customized imported TPI/NSK bearing
*Motor
1.The coil adopts the fine pure copper enameled wire. 2.The rotor adopts the famous brand silicon steel sheet such as ZheJiang baosteel.
*Valve
1.The valve steel of Sweden SANDVIK; Good flexibility and long durability. 2.Thickness from 0.08mm to 1.2mm, suitable for maximum pressure from 0.8 MPa to 1.2 MPa.
*Piston ring
1.Wear-resistant high temperature; Ensure more than 10,000 hours of service life. 2.Customized imported piston ring.
Product Application
Our manufacturing process
We design and produce all main parts by ourselves, along with the standard procedure and test equipment, so we can better control the quality and cost.Our factory starts from die-casting of aluminium, motor production, precision finishing, automatic assembly of pumps, the capacity is 300,000 units per month,we provide OEM/ODM service so that can better achieve high-end customization and development for customers.
Our company possess strong technical research and development force, owns self-design and new product development capabilities, we concentrate on building a “flagship type” enterprise with the whole series of product lines of domestic and international medical use oilless air pumps.Technological innovation is the source of enterprise’s high quality development. We have a complete set of testing laboratories such as motor lab,high and low temperature lab,ROHS lab and Life test etc.
Our factory owns 8 motor production lines,16 aluminum die-casting machines, more than 150 high precision CNC lathes and more than 20 CNC machines. From the essential motor design to the entire design of the pump, it has been professionally tested, verified and validated, Our factory has full vertical integration for whole supply chain,So the quality can be firmly controlled by ourselves.
Our Service
Certifications
We specialize in the designing and manufacturing various kinds of oil free air compressor, vacuum pump since 2571,especially for medical applicaton,we are the vendor of Omron, Panasonic,Invacare, Nidek Medical etc.
Strive for survival by quality, seek benefits from management. Our company regards product quality as the life and continuous pursuit of the enterprise. Our company complies with the requirements of, implements the standardized management of R&D,production,quality assurance and production services, and sets up the strict operation specifications and procedures for each process. Our products have passed the ETL,CE,CCC and other certifications, CHINAMFG the leading level in the world.Our company has more than 20 invention patents and utility patents. Our company has acquired the certifications of “National High-Tech Enterprises”,”ZheJiang Private Science and Technology Enterprises”,”ZheJiang Engineering Technology Center” and so on.
We are dedicated to working with the global intelligent product brand owners, retailers and distributors to establish a CHINAMFG long-term OEM / ODM business partnerships. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | on Line Support and Free Spare Parts |
|---|---|
| Air Flow: | 50 L/Min |
| Vacuum: | -88kpa |
| Samples: |
US$ 75/Piece
1 Piece(Min.Order) | Order Sample |
|---|
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
|
Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

What Is the Impact of Altitude on Vacuum Pump Performance?
The performance of vacuum pumps can be influenced by the altitude at which they are operated. Here’s a detailed explanation:
Altitude refers to the elevation or height above sea level. As the altitude increases, the atmospheric pressure decreases. This decrease in atmospheric pressure can have several effects on the performance of vacuum pumps:
1. Reduced Suction Capacity: Vacuum pumps rely on the pressure differential between the suction side and the discharge side to create a vacuum. At higher altitudes, where the atmospheric pressure is lower, the pressure differential available for the pump to work against is reduced. This can result in a decrease in the suction capacity of the vacuum pump, meaning it may not be able to achieve the same level of vacuum as it would at lower altitudes.
2. Lower Ultimate Vacuum Level: The ultimate vacuum level, which represents the lowest pressure that a vacuum pump can achieve, is also affected by altitude. As the atmospheric pressure decreases with increasing altitude, the ultimate vacuum level that can be attained by a vacuum pump is limited. The pump may struggle to reach the same level of vacuum as it would at sea level or lower altitudes.
3. Pumping Speed: Pumping speed is a measure of how quickly a vacuum pump can remove gases from a system. At higher altitudes, the reduced atmospheric pressure can lead to a decrease in pumping speed. This means that the vacuum pump may take longer to evacuate a chamber or system to the desired vacuum level.
4. Increased Power Consumption: To compensate for the decreased pressure differential and achieve the desired vacuum level, a vacuum pump operating at higher altitudes may require higher power consumption. The pump needs to work harder to overcome the lower atmospheric pressure and maintain the necessary suction capacity. This increased power consumption can impact energy efficiency and operating costs.
5. Efficiency and Performance Variations: Different types of vacuum pumps may exhibit varying degrees of sensitivity to altitude. Oil-sealed rotary vane pumps, for example, may experience more significant performance variations compared to dry pumps or other pump technologies. The design and operating principles of the vacuum pump can influence its ability to maintain performance at higher altitudes.
It’s important to note that vacuum pump manufacturers typically provide specifications and performance curves for their pumps based on standardized conditions, often at or near sea level. When operating a vacuum pump at higher altitudes, it is advisable to consult the manufacturer’s guidelines and consider any altitude-related limitations or adjustments that may be necessary.
In summary, the altitude at which a vacuum pump operates can have an impact on its performance. The reduced atmospheric pressure at higher altitudes can result in decreased suction capacity, lower ultimate vacuum levels, reduced pumping speed, and potentially increased power consumption. Understanding these effects is crucial for selecting and operating vacuum pumps effectively in different altitude environments.

How Do Vacuum Pumps Assist in Freeze-Drying Processes?
Freeze-drying, also known as lyophilization, is a dehydration technique used in various industries, including pharmaceutical manufacturing. Vacuum pumps play a crucial role in facilitating freeze-drying processes. Here’s a detailed explanation:
During freeze-drying, vacuum pumps assist in the removal of water or solvents from pharmaceutical products while preserving their structure and integrity. The freeze-drying process involves three main stages: freezing, primary drying (sublimation), and secondary drying (desorption).
1. Freezing: In the first stage, the pharmaceutical product is frozen to a solid state. Freezing is typically achieved by lowering the temperature of the product below its freezing point. The frozen product is then placed in a vacuum chamber.
2. Primary Drying (Sublimation): Once the product is frozen, the vacuum pump creates a low-pressure environment within the chamber. By reducing the pressure, the boiling point of water or solvents present in the frozen product is lowered, allowing them to transition directly from the solid phase to the vapor phase through a process called sublimation. Sublimation bypasses the liquid phase, preventing potential damage to the product’s structure.
The vacuum pump maintains a low-pressure environment by continuously removing the water vapor or solvent vapor generated during sublimation. The vapor is drawn out of the chamber, leaving behind the freeze-dried product. This process preserves the product’s original form, texture, and biological activity.
3. Secondary Drying (Desorption): After the majority of the water or solvents have been removed through sublimation, the freeze-dried product may still contain residual moisture or solvents. In the secondary drying stage, the vacuum pump continues to apply vacuum to the chamber, but at a higher temperature. The purpose of this stage is to remove the remaining moisture or solvents through evaporation.
The vacuum pump maintains the low-pressure environment, allowing the residual moisture or solvents to evaporate at a lower temperature than under atmospheric pressure. This prevents potential thermal degradation of the product. Secondary drying further enhances the stability and shelf life of the freeze-dried pharmaceutical product.
By creating and maintaining a low-pressure environment, vacuum pumps enable efficient and controlled sublimation and desorption during the freeze-drying process. They facilitate the removal of water or solvents while minimizing the potential damage to the product’s structure and preserving its quality. Vacuum pumps also contribute to the overall speed and efficiency of the freeze-drying process by continuously removing the vapor generated during sublimation and evaporation. The precise control provided by vacuum pumps ensures the production of stable and high-quality freeze-dried pharmaceutical products.
How Are Vacuum Pumps Different from Air Compressors?
Vacuum pumps and air compressors are both mechanical devices used to manipulate air and gas, but they serve opposite purposes. Here’s a detailed explanation of their differences:
1. Function:
– Vacuum Pumps: Vacuum pumps are designed to remove or reduce the pressure within a closed system, creating a vacuum or low-pressure environment. They extract air or gas from a chamber, creating suction or negative pressure.
– Air Compressors: Air compressors, on the other hand, are used to increase the pressure of air or gas. They take in ambient air or gas and compress it, resulting in higher pressure and a compacted volume of air or gas.
2. Pressure Range:
– Vacuum Pumps: Vacuum pumps are capable of generating pressures below atmospheric pressure or absolute zero pressure. The pressure range typically extends into the negative range, expressed in units such as torr or pascal.
– Air Compressors: Air compressors, on the contrary, operate in the positive pressure range. They increase the pressure above atmospheric pressure, typically measured in units like pounds per square inch (psi) or bar.
3. Applications:
– Vacuum Pumps: Vacuum pumps have various applications where the creation of a vacuum or low-pressure environment is required. They are used in processes such as vacuum distillation, vacuum drying, vacuum packaging, and vacuum filtration. They are also essential in scientific research, semiconductor manufacturing, medical suction devices, and many other industries.
– Air Compressors: Air compressors find applications where compressed air or gas at high pressure is needed. They are used in pneumatic tools, manufacturing processes, air conditioning systems, power generation, and inflating tires. Compressed air is versatile and can be employed in numerous industrial and commercial applications.
4. Design and Mechanism:
– Vacuum Pumps: Vacuum pumps are designed to create a vacuum by removing air or gas from a closed system. They may use mechanisms such as positive displacement, entrapment, or momentum transfer to achieve the desired vacuum level. Examples of vacuum pump types include rotary vane pumps, diaphragm pumps, and diffusion pumps.
– Air Compressors: Air compressors are engineered to compress air or gas, increasing its pressure and decreasing its volume. They use mechanisms like reciprocating pistons, rotary screws, or centrifugal force to compress the air or gas. Common types of air compressors include reciprocating compressors, rotary screw compressors, and centrifugal compressors.
5. Direction of Air/Gas Flow:
– Vacuum Pumps: Vacuum pumps draw air or gas into the pump and then expel it from the system, creating a vacuum within the chamber or system being evacuated.
– Air Compressors: Air compressors take in ambient air or gas and compress it, increasing its pressure and storing it in a tank or delivering it directly to the desired application.
While vacuum pumps and air compressors have different functions and operate under distinct pressure ranges, they are both vital in various industries and applications. Vacuum pumps create and maintain a vacuum or low-pressure environment, while air compressors compress air or gas to higher pressures for different uses and processes.
editor by Dream 2024-04-29
China Best Sales Laboratory Equipment Oilless Small Diaphragm Vacuum Pump vacuum pump electric
Product Description
Product Description
Laboratory equipment Oilless small Diaphragm Vacuum Pump
Product Introduction:
“Nanbei” GM-0.20 diaphragm vacuum pump has features of more advanced design, higher efficiency, longer operating life. It is an all new product engaging in the new and high technology. It is mainly used in medicinal products analysis, tenuously chemical engineering, biochemical pharmacy, food examination, investigating and solving criminal case, etc. It is an ideal product used with the high-accuracy chromatogram apparatus and HPLC solvent filter, and it is the essential equipment in the laboratory.
The body of “Nanbei” GM-0.20 diaphragm vacuum pump is made of aluminum alloy through die casting. It is antiseptic, sprayed, agile and beautiful. It has the features of higher antisepsis, wider working range. It can be used in all kinds of working environments.
Detailed Photos
Product Parameters
| Speed of Evacuation(L/Min) | 15 | Temp of the body(ºC) | <55 |
| Ultimate pressure Vacuum |
≥0.075Mpa 250mbar |
Dimensions (L x B x H)(mm) |
195×98×156 |
| Pressure | ≥30 Psi | Noise Level(DB) | <50 |
| Inlet (mm) Outlet (mm) |
φ6 φ6 |
Weight(Kg) | 4 |
| Motor Power(w) | 75 | Pump Head | Nylon |
| Temperature of working environment(ºC) | 7-40 | Function | Vacuum & Pressure |
Recommend products
Certifications
Packaging & Shipping
Company Profile
FAQ
Q1: Why Choose CHINAMFG ?
(1).Professional manufacturer with more than 13 years experience
(2).Exported to more than 97% Countries
(3).Turnkey Solution is no problem
Q2:OEM,ODM acceptable or not?
Absolutely Yes
Q3:What’s kind of Payment terms for customer choosing?
T/T ,Western Union, Money Gram , Credit Card, Paypal , L/C …
Q4:Can we visit your factory online?
Absolutely no problem
Q5:Can online video inspection before shipment?
Absolutely no problem
Q6: what’s the MOQ ? Sample order is OK?
MOQ:1 set, sample order is no problem
Q7:What’s kind of shipment for customer choosing?
Usually ship by sea, by air, by international express .
We can also provide reasonable solutions according to your transportation requirements
Q8:How to ensure product quality and after-sales service?
We have CE, ISO quality certificate, and SGS authentication.
After-sale service:
- Warranty : 1 year
- We supply free part for quality problem in warranty
- Long life technical support and service
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | 1year |
|---|---|
| Warranty: | 1year |
| Oil or Not: | Oil Free |
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | Vacuum |
| Samples: |
US$ 400/set
1 set(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|
Can diaphragm vacuum pumps be integrated into existing laboratory setups and industrial processes?
Yes, diaphragm vacuum pumps can be integrated into existing laboratory setups and industrial processes. Here’s a detailed explanation:
Laboratory Setups: Diaphragm vacuum pumps are commonly used in laboratory environments for various applications, including filtration, aspiration, degassing, desiccation, and vacuum drying. They can be easily integrated into existing laboratory setups due to their compact size, versatility, and compatibility with a wide range of laboratory equipment.
Diaphragm vacuum pumps can connect to laboratory apparatus such as filtration systems, rotary evaporators, vacuum ovens, and vacuum desiccators. They often feature standard connections, such as hose barbs or quick-connect fittings, that allow for easy and secure attachment to different laboratory devices. In many cases, diaphragm vacuum pumps can directly replace other types of vacuum pumps without requiring significant modifications to the existing setup.
The ability to integrate diaphragm vacuum pumps into laboratory setups offers advantages such as:
– Oil-Free Operation: Diaphragm pumps do not require oil lubrication, eliminating the risk of oil contamination in the laboratory setup and reducing maintenance requirements.
– Quiet Operation: Diaphragm pumps are known for their relatively quiet operation, making them suitable for laboratory environments where noise reduction is desirable.
– Chemical Compatibility: Diaphragm pumps are available in models constructed with chemically resistant materials, allowing them to handle a wide range of solvents, gases, and vapors encountered in laboratory processes.
Industrial Processes: Diaphragm vacuum pumps can also be integrated into various industrial processes. They find applications in industries such as pharmaceuticals, food and beverage, electronics, automotive, and materials processing.
In industrial settings, diaphragm vacuum pumps can be used for tasks such as vacuum packaging, degassing, solvent recovery, pneumatic conveying, and vacuum drying. They can be incorporated into existing process lines and equipment, providing the necessary vacuum levels and performance required for the specific application.
Diaphragm vacuum pumps offer advantages in industrial processes, including:
– Reliable Performance: Diaphragm pumps are known for their reliable operation, providing consistent vacuum levels and performance over time.
– Energy Efficiency: Diaphragm pumps can be designed to be energy-efficient, contributing to cost savings and sustainability in industrial operations.
– Low Maintenance: Diaphragm pumps generally have low maintenance requirements compared to other types of vacuum pumps, reducing downtime and operating costs.
When integrating diaphragm vacuum pumps into laboratory or industrial setups, it’s important to consider factors such as the required vacuum level, flow rate, compatibility with existing equipment, and any specific environmental or safety considerations. Additionally, consulting the manufacturer’s guidelines and seeking expert advice can ensure proper integration and optimal performance.
In summary, diaphragm vacuum pumps can be easily integrated into existing laboratory setups and industrial processes. Their compact size, versatility, oil-free operation, chemical compatibility, and reliable performance make them suitable for a wide range of applications. Whether in laboratory or industrial settings, diaphragm vacuum pumps offer advantages such as quiet operation, energy efficiency, and low maintenance requirements.
How do diaphragm vacuum pumps handle condensable vapors and liquids?
Diaphragm vacuum pumps have certain mechanisms in place to handle condensable vapors and liquids encountered during operation. Here’s a detailed explanation:
When diaphragm vacuum pumps encounter condensable vapors or liquids, the following methods are typically employed to handle them:
– Condensate Traps: Diaphragm vacuum pumps often incorporate condensate traps in their design. These traps are positioned in the vacuum line and are specifically designed to capture and collect condensable vapors and liquids. The traps typically consist of a cooled surface or a series of baffles that cause the condensable substances to condense and collect in a separate reservoir, preventing them from entering the pump.
– Chemical Resistance: Diaphragm pumps are often constructed using materials that are resistant to the corrosive effects of condensable vapors and liquids. Materials such as PTFE (polytetrafluoroethylene) or other chemically resistant polymers are commonly used in the construction of diaphragm pumps to ensure compatibility with various liquids and vapors encountered in different applications.
– Separation and Filtration: In some cases, diaphragm vacuum pumps may incorporate separation and filtration mechanisms to handle condensable substances. These mechanisms can include filters or coalescing elements that help to separate the liquid or vapor from the gas stream, allowing the gas to be pumped while preventing the liquid or vapor from entering the pump.
It’s important to note that while diaphragm vacuum pumps can handle condensable vapors and liquids to a certain extent, there are limitations. If the amount of condensable substances is excessive or if the pump is not specifically designed to handle certain types of condensates, it may lead to pump performance issues or damage. In such cases, it may be necessary to implement additional vapor traps, cold traps, or other specialized equipment to effectively manage the condensable substances.
In summary, diaphragm vacuum pumps handle condensable vapors and liquids through the use of condensate traps, chemical-resistant materials, and separation/filtration mechanisms. These features help prevent the condensable substances from entering the pump and ensure reliable and efficient operation.
How do diaphragm vacuum pumps compare to other types of vacuum pumps in terms of performance?
When comparing diaphragm vacuum pumps to other types of vacuum pumps, several factors come into play that affect their performance. Here’s a detailed explanation of how diaphragm vacuum pumps compare to other types in terms of performance:
1. Vacuum Level:
Diaphragm vacuum pumps are capable of generating moderate vacuum levels, typically up to about 1 torr or 1 mbar. This makes them suitable for applications that require low to medium vacuum conditions. In comparison, other types of vacuum pumps such as rotary vane pumps or turbo molecular pumps can achieve much higher vacuum levels, extending into the ultra-high vacuum range.
2. Flow Rate:
Diaphragm vacuum pumps offer relatively lower flow rates compared to some other types of pumps. Their flow rates are typically in the range of a few liters per minute. This makes them well-suited for applications that require lower flow rates or when working with small sample sizes. However, if high flow rates are required, other types of pumps like rotary vane pumps or scroll pumps may be more suitable.
3. Contamination and Oil-Free Operation:
One significant advantage of diaphragm vacuum pumps is their oil-free operation. They do not require lubricating oil, which eliminates the risk of oil contamination in the pumped gas or vacuum environment. In comparison, oil-sealed pumps such as rotary vane pumps or oil diffusion pumps use oil as a lubricant and sealing medium, which can introduce oil vapor or particles into the vacuum system. This makes diaphragm pumps preferred in applications that require clean and uncontaminated vacuum conditions.
4. Chemical Resistance:
Diaphragm pumps are often designed with materials that offer excellent chemical resistance. This allows them to handle corrosive or reactive gases without degradation or contamination. In contrast, some other types of pumps may not be compatible with certain aggressive chemicals or may require additional protective measures. Diaphragm pumps are thus advantageous in applications that involve chemical processing or handling of corrosive gases.
5. Noise Level:
Diaphragm vacuum pumps are known for their quiet operation compared to many other types of pumps. The reduced noise level contributes to a more comfortable working environment, making them suitable for applications where noise pollution needs to be minimized, such as laboratories or research facilities.
6. Maintenance and Lifespan:
Diaphragm vacuum pumps generally have relatively simple designs and require minimal maintenance. They do not have wearing parts like vanes or pistons that require regular replacement. This results in lower maintenance costs and longer lifespans compared to some other types of pumps. However, it’s important to note that the diaphragm itself may need periodic replacement due to wear and tear.
7. Cost:
Diaphragm vacuum pumps are typically more cost-effective compared to certain high-performance vacuum pumps such as turbo molecular pumps. They provide a good balance between performance and cost, making them suitable for a wide range of applications that do not require extreme vacuum levels or high flow rates.
It’s important to consider the specific requirements of the application when choosing a vacuum pump. While diaphragm vacuum pumps may have some limitations in terms of vacuum level and flow rate compared to other types, their advantages in areas such as oil-free operation, chemical resistance, low noise, and cost-effectiveness make them a preferred choice in many applications.
editor by Dream 2024-04-25
China Standard Laboratory Oilless Oil-Free Electric Silent Small Mini Diaphragm Vacuum Pump with Good quality
Product Description
Product Parameters
| Model | GM-0.33A | GM-0.5A | GM-0.5B | GM-1.0A | GM-2 | GM-0.5F |
| Pumping Speed(L/Min) | 20 | 30 | 30 | 60 | 120 | 30 |
| Ultimate Pressure Vacuum | ≥0.08Mpa,200mbar | ≥0.08Mpa,200mbar;positive pressure:≥30Psi | ≥0.095Mpa,50mbar | ≥0.08Mpa,200mbar;positive pressure:≥30Psi | ≥0.08Mpa,200mbar | ≥0.099Mpa,10mbar |
| Power(W) | 160 | 160 | 160 | 160 | 300 | 160 |
| Air Inlet(mm) | φ6 | φ6 | φ6 | φ6 | φ9 | φ6 |
| Air Outlet(mm) | Built-in silencing cotton | φ6 | Silencer | φ6 | φ9 | φ6 |
| Pump Head Quantity | 1 | 1 | 2 | 2 | 2 | 2 |
| Size(L*W*Hmm) | 270*130*210 | 230*180*265 | 350*130*220 | 310*200*210 | 390*150*250 | 370*144*275 |
| Working Temperature(ºC) | 7-40 | 7-40 | 7-40 | 7-40 | 7-40 | 7-40 |
| Pump Temperature(ºC) | <55 | <55 | <55 | <55 | <55 | <55 |
| Weight(kg) | 7 | 7.5 | 10 | 10 | 20 | 13.5 |
| Diaphragm | NBR | NBR | NBR | NBR | NBR | NBR |
| Valves | NBR | NBR | NBR | NBR | NBR | NBR |
| Noise Level (DB) | <60 | <60 | <60 | <60 | <60 | <60 |
| Power Supply | 220V,50HZ | 220V,50HZ | 220V,50HZ | 220V,50HZ | 220V,50HZ | 220V,50HZ |
Product Description
“BOTH” GM Series New Diaphragm Vacuum Pump , the parts which contact with the gas are PTFE material , it’s suitable for the corrosive chemical , pharmaceutical , petrochemical gases etc . It’s used for vacuum filtration , reduced pressure distillation , rotary evaporation , vacuum concentration , centrifugal concentration , CHINAMFG phase extraction etc . It’s a very high cost performance product with quality reliability , unique structural design to meet the various needs of the laboratory.
Application
Vacuum Adsorption | Solvent Filtration | Vacuum Distillation | Vacuum Drying | Compressing and Converting Gas |SPE(Solid Phase Extraction) | Deaeration
Company Profile
Packaging & Shipping
FAQ
Q1. What is your products range?
• Industry water chiller, recirculating cooling chiller, rotary evaporator, alcohol recovery equipment, short path distillation kit, glass molecular distillation equipment, falling film evaporator, jacketed glass reactor and other lab equipment.
Q2. Are you trading company or manufacturer?
• We are professional manufacture of lab equipment and we have our own factory.
Q3. Do you provide samples? Is it free?
• Yes, we could offer the sample. Considering the high value of our products, the sample is not free, but we will give you our best price including shipping cost.
Q4. Do you have warranty?
• Yes, we offer 1 year warranty for the spare part.
Q5. How long is your delivery time?
• Generally it is within 7 working days after receiving the payment if the goods are in stock. Or it is 15 working days if thegoods are not in stock, depending on order quantity.
Q6. What is your terms of payment?
• Payment≤15,000USD, 100% in advance. Payment≥15,000USD, 70% T/T in advance, balance before shipment.
(If you are concerned about payment security for the first order, we advise you can place Trade Assurance Order via Alibaba. you will get 100% payment refund if we can’t meet agreed delivery time.)
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Service Support |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil Free |
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
| Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

What is the energy consumption and efficiency of diaphragm vacuum pumps?
The energy consumption and efficiency of diaphragm vacuum pumps can vary depending on factors such as the pump design, operating conditions, and specific application requirements. Here’s a detailed explanation:
1. Energy Consumption: Diaphragm vacuum pumps generally have lower energy consumption compared to other types of vacuum pumps, such as rotary vane or oil-sealed pumps. This is primarily because diaphragm pumps operate without oil lubrication, which reduces friction and power requirements. The energy consumption of diaphragm pumps is typically measured in terms of electrical power input, expressed in watts (W) or kilowatts (kW).
The energy consumption of a diaphragm vacuum pump can be influenced by several factors, including:
– Pump Size and Capacity: Larger diaphragm pumps designed for higher flow rates or vacuum levels may consume more energy compared to smaller pumps with lower capacities. The power requirements increase as the pump has to move larger volumes of gas or create stronger vacuums.
– Operating Pressure: The energy consumption of a diaphragm pump can vary depending on the required operating pressure. Higher vacuum levels typically require more energy to be maintained due to increased resistance in evacuating the gas or air from the system.
– Process Conditions: The energy consumption of a diaphragm pump may be affected by process-specific factors, such as the presence of particulate matter or the need for continuous operation. These factors can influence the pump’s efficiency and overall power requirements.
2. Efficiency: The efficiency of a diaphragm vacuum pump refers to its ability to convert electrical power input into useful pumping work. It is typically expressed as a percentage and can be calculated by dividing the pump’s useful output power (in the form of vacuum or flow) by the electrical power input.
The efficiency of diaphragm vacuum pumps can be influenced by various factors:
– Pump Design: The design and construction of the diaphragm pump can impact its efficiency. Well-engineered pumps with optimized diaphragm materials and valve systems can achieve higher efficiencies by reducing internal losses and maximizing gas compression and evacuation.
– Motor Efficiency: The efficiency of the electric motor driving the diaphragm pump can affect the overall efficiency of the system. Higher motor efficiencies result in more effective power utilization and improved pump performance.
– System Optimization: Proper system design, including appropriate sizing, correct piping arrangements, and minimizing pressure losses or leaks, can contribute to improved overall efficiency. Optimizing the system configuration ensures that the pump operates under favorable conditions, maximizing its efficiency.
– Operating Conditions: The operating conditions, such as the required vacuum level or flow rate, can impact the efficiency of the diaphragm pump. Operating the pump within its specified range and avoiding excessive demands can help maintain higher efficiency levels.
It’s important to note that specific energy consumption and efficiency values can vary among different diaphragm vacuum pump models and manufacturers. When selecting a diaphragm pump for a particular application, it’s advisable to review the manufacturer’s specifications and performance data, including energy consumption and efficiency information, to make an informed decision.
In summary, diaphragm vacuum pumps generally have lower energy consumption compared to other vacuum pump types. The energy consumption and efficiency of diaphragm pumps can be influenced by factors such as pump size, operating pressure, process conditions, pump design, motor efficiency, system optimization, and operating conditions. Understanding the specific energy consumption and efficiency characteristics of a diaphragm vacuum pump is important for selecting the appropriate pump for a given application and optimizing energy usage.

Are diaphragm vacuum pumps suitable for applications requiring oil-free and contamination-free vacuum?
Yes, diaphragm vacuum pumps are well-suited for applications that require oil-free and contamination-free vacuum conditions. Here’s a detailed explanation:
Diaphragm vacuum pumps are designed to operate without the use of oil lubrication. Instead of oil, these pumps utilize a flexible diaphragm that moves back and forth to create the pumping action. This oil-free operation eliminates the risk of oil contamination in the vacuum system.
By eliminating the need for oil, diaphragm vacuum pumps are particularly advantageous for applications where oil contamination can be detrimental. Here are some examples of applications that benefit from the oil-free operation of diaphragm pumps:
– Laboratory Research: In laboratory settings, diaphragm vacuum pumps are commonly used in analytical instruments such as gas chromatographs and mass spectrometers. These instruments require a clean and oil-free vacuum environment to ensure accurate and reliable results.
– Pharmaceutical and Biotechnology: Diaphragm pumps are extensively used in pharmaceutical and biotechnology industries for processes such as vacuum filtration, solvent recovery, and sample preparation. These applications demand a contamination-free vacuum to maintain the purity and integrity of the products.
– Electronics Manufacturing: In the electronics industry, diaphragm vacuum pumps are employed for various processes, including component handling, pick-and-place operations, and soldering. The oil-free operation of diaphragm pumps prevents oil mist or vapor from contaminating sensitive electronic components.
– Food and Beverage Processing: Diaphragm pumps find applications in the food and beverage industry for processes such as vacuum packaging, degassing, and filtration. The oil-free operation ensures that the vacuum does not introduce any unwanted contaminants into the food or beverage products.
It’s important to note that while diaphragm vacuum pumps offer oil-free and contamination-free vacuum conditions, the overall cleanliness of the vacuum system also depends on other components and accessories used in conjunction with the pump. Proper maintenance, regular cleaning, and appropriate filtration mechanisms should be implemented to maintain a high level of cleanliness in the vacuum system.
In summary, diaphragm vacuum pumps are suitable for applications that require oil-free and contamination-free vacuum conditions. Their oil-free operation makes them ideal for applications where oil contamination can compromise product quality, accuracy, or the performance of sensitive equipment.
Can diaphragm vacuum pumps handle both corrosive and non-corrosive gases?
Diaphragm vacuum pumps have the capability to handle both corrosive and non-corrosive gases, depending on their design and construction. Here’s a detailed explanation:
Diaphragm pumps are often designed with materials that offer excellent chemical resistance. The wetted parts of the pump, including the diaphragm, valves, and other components that come into contact with the pumped gas, are typically made of chemically resistant materials such as rubber or elastomer. This allows diaphragm vacuum pumps to handle corrosive gases without degradation or contamination.
When used with corrosive gases, it’s essential to ensure that the diaphragm pump is specifically designed and constructed for compatibility with those gases. Different types of diaphragm materials may be available to accommodate various corrosive gases, such as fluorocarbon-based diaphragms for highly aggressive chemicals.
Furthermore, diaphragm pumps can also handle non-corrosive gases effectively. The same chemical resistance that allows them to handle corrosive gases also makes them suitable for non-corrosive gases. Whether it’s vacuum filtration, vacuum drying, degassing, or other applications involving non-corrosive gases, diaphragm pumps can provide reliable and efficient vacuum generation.
It’s important to note that while diaphragm vacuum pumps can handle a wide range of gases, there may be limitations in terms of compatibility with extremely aggressive chemicals or gases at high temperatures or pressures. In such cases, it’s crucial to consult the pump manufacturer’s specifications and guidelines to ensure that the pump is suitable for the specific gas or application.
Overall, diaphragm vacuum pumps offer the advantage of handling both corrosive and non-corrosive gases, making them versatile for various laboratory and industrial applications that involve different types of gases.
editor by Dream 2024-04-23